Comments Off on PDI Achieves Parker Hannifin’s Coveted “Gold Level Supplier” Status
PDI is proud to be recognized by Parker Hannifin Corporation’s EMOE Division as a Gold Level Supplier. For companies to achieve this status, they must meet stringent criteria that demonstrate excellence in quality, delivery, innovation, and partnership. The Supplier Assessment Scorecard specifically outlines 5 sections as follows:
Cost – achieving target cost objectives
Delivery – consistently delivering on time
Continuous Performance – maintaining an ongoing commitment to improving processes and performance
Quality Performance – demonstrating to maintain exceptional quality standards
PH Connect – meeting requirements for using the Parker supplier portal and maintaining necessary certifications
Parker Hannifin states that their organization is “committed to providing our customers with a premier customer experience. This means meeting customer requirements for product quality, service, and on time delivery. It also means anticipating our customers’ future needs and expectations for new products and services with innovative designs and systems. Parker aims to accomplish these objectives with strong leadership, a highly capable and empowered workforce, and partnering with best-in-class suppliers.”
Suzette Gaudet, President of PDI, says, “It’s an honor for all of us at PDI to be recognized by Parker Hannifin, a global leader in motion and control technologies.” Gaudet adds, “We look forward to continuing our long-standing relationship with them as a precision plastic injection molding supplier of choice for many years to come.”
Comments Off on Understanding Tolerances in Plastic Injection Molding
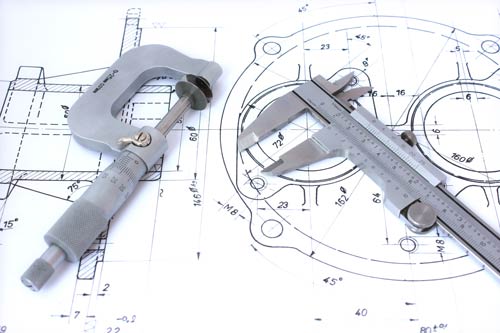
Often, the difference between a properly functioning part and one that fails prematurely comes down to tiny fractions. With plastic injection molding this principle is illustrated by tolerances. Controlling tolerances in injection molding isn’t just about hitting the required spec. It’s much more than that. It’s about making sure the end part is reliable, compatible for assembly, and ultimately it will not cause the end product to prematurely fail. In this blog, we’ll explore the concept of tolerances in injection molding.
What Are Tolerances?
If you’ve been in manufacturing for any length of time, you probably have a good understanding of tolerances already. But let’s look at the general definition to make sure we’re all on the same page. Tolerances represent the acceptable range of variation in a part’s dimensions from its target, or nominal, value. In other words, by how much can we overshoot or undershoot the target? For instance, a part designed to be 50mm in length with a ±0.2mm tolerance could measure anywhere from 49.8mm to 50.2mm and still be acceptable. It’s a fairly straight-forward principle.
What Determines Tolerance Requirements for Injection Molded Parts?
There are several factors that influence tolerances. As mentioned earlier, these include considerations such as assembly compatibility. But above all, the end-use application determines the tolerance requirements. This is particularly true for mission and safety critical applications. For example, automotive components that interface with others will require tighter tolerances than trim pieces. Medical devices requiring precise dosing mechanisms could demand tolerances as tight as ±0.025mm. Household storage bins, on the other hand, could work just fine with tolerances exceeding ±0.5mm. Understanding the part’s role in the final assembly helps manufacturers to determine realistic and cost-effective tolerance specifications.
What Affects Tolerances in Injection Molding?
This is a great question, and we’re glad you asked! When it comes to injection molding, there are many factors that determine if a part is produced within tolerances. These primarily include mold quality, material impact, and process factors. Let’s look at each:
Tool and Die Design Impact – the injection mold itself is perhaps the most critical factor in achieving tight tolerances, as mold construction quality determines the capability for achieving precision. Factors such as mold material hardness and machining accuracy of cavity surfaces establish the foundation for dimensional control. It’s also important that gates are designed and placed properly. Gates affect material flow patterns and help control shrinkage uniformity. Cooling channel design is also important, as it influences temperature distribution. If this isn’t right, the mold could have thermal gradients that will cause warpage. Other features, such as ejection systems, must be properly designed to ensure that parts are released without distortion.
Material Impact – different plastic materials exhibit varying behaviors during the molding process which also directly affect tolerance capabilities. For instance, semi-crystalline materials such as nylon and polypropylene experience greater shrinkage during production. This makes it more challenging to hold tight tolerances compared to amorphous materials such as ABS or polycarbonate. Further, properties such as thermal expansion, moisture absorption, and flow characteristics all influence dimensional stability. Glass-filled materials offer improved dimensional stability but can introduce directional shrinkage variations that must be carefully managed.
Process Factors – such as pressure, temperature and cycle time also contribute to dimensional variations during injection molding. Temperature fluctuations in the barrel, mold, or cooling system can cause inconsistent shrinkage rates. Injection pressure variations will affect how completely the mold cavity fills and how the material packs. Cycle time inconsistencies, particularly in cooling time, can lead to parts being ejected before fully stabilized. Additionally, contamination, wear, and damage to the mold can gradually shift part dimensions over longer production runs. Even environmental factors such as ambient temperature and humidity can influence finished part dimensions.
Preventing Dimensional Deviation
Maintaining tight tolerances requires systematic process control. It starts with a great mold and consistent material preparation to lay a foundation for repeatability. Process parameters must be carefully monitored and optimized such as injection speed, pressure, mold temperature, and cooling time. Regular mold maintenance is required to prevent wear-related drift, while implementing statistical process control helps identify trends before they result in out-of-specification parts. Technical molding principles, which emphasize understanding the relationship between process variables and part quality, help molders achieve consistent results.
Conclusion
While the concept of tolerances is relatively simple, achieving precise tolerances in injection molding requires understanding the complex relationship between design requirements, material properties, process parameters, and quality systems. Success comes from treating tolerance achievement as a systematic challenge that begins with realistic and achievable specifications and extends through every step of the manufacturing process. When properly managed, tight tolerance control transforms injection molding from a simple forming process into a precision manufacturing capability that supports today’s increasingly demanding applications.
Comments Off on Choosing the Right Resin for Your Injection Molded Part
Material selection is a critical factor when injection molding. Selecting the right resign for your injection molded part will be the difference between a product that performs as designed versus one that won’t and could prematurely fail. There are many types of resins available today, each with it’s own set of features, benefits and properties. This guide will help you understand the options and key selection criteria.
Understanding Resin Categories
Molding resins generally fall into two larger categories: commodity resins as follows:
Commodity Crystalline & Amorphous unfilled and filled with glass, carbon, PTFE
Engineering and High Performance Crystalline & Amorphous unfilled and filled with glass, carbon, PTFE
Commodity Resins – less expensive, readily available, and perfect for general uses. It is likely that products produced from these materials are within your grasp at this very moment! Commodity resins are further divided categorically into crystalline, amorphous unfilled, and filled amorphous. Let’s examine some examples of each, and what makes them different.
Crystalline Commodity Resins:
HDPE (High-Density Polyethylene) – excellent chemical resistance and durability
LDPE (Low-Density Polyethylene) – flexibility and impact resistance
PP (Polypropylene): – good chemical and fatigue resistance
PE (Polyethylene) – versatility and moisture resistance
Amorphous Commodity Resins:
ABS (Acrylonitrile Butadiene Styrene) – good impact strength and aesthetics
Acrylic (PMMA) – optical clarity and UV resistance
PS (Polystyrene) – low cost and ease of processing
Engineering and High-Performance Resins
When compared to commodity resins, these materials offer superior mechanical properties, temperature resistance, and chemical resistance. They tradeoff is a higher price tag, but required for more challenging operational environments. They too are further categorized into crystalline and amorphous groups. Here are the most popular ones, and their defining features:
Crystalline Engineering Resins:
Acetal (POM): – excellent dimensional stability and fatigue resistance
Nylon (PA) – outstanding strength and wear resistance
PBT (Polybutylene Terephthalate) – food electrical properties with chemical resistance
PET (Polyethylene Terephthalate) – superior wear resistance and dimensional stability
PEEK (Polyether Ether Ketone) – exceptional temperature resistance and strength
PPS (Polyphenylene Sulfide) – excellent chemical resistance and dimensional stability
Amorphous Engineering Resins:
Polycarbonate (PC) – high impact strength and optical clarity
Urethane – outstanding abrasion resistance and flexibility
PSU (Polysulfone) – high temperature resistance and hydrolytic stability
PEI (Polyetherimide) – excellent flame resistance and dimensional stability
Filled vs. Unfilled
The standard properties for commodity and engineering resins can be further enhanced when supplemented by various fillers such as:
Glass Fiber – improves strength, stiffness, and dimensional stability
Carbon Fiber – provides excellent strength-to-weight ratio and electrical conductivity
PTFE (Polytetrafluoroethylene) – reduces friction and improves wear resistance
Key Selection Factors
Determining which material is best for your specific part relies on making sure you understand several key considerations:
Application Requirements – operating temperature range, chemical exposure, mechanical load conditions, lifespan, and regulatory compliance considerations
Mechanical Properties – tensile strength, modulus, and resistance factors for impact, fatigue creep, and wear
Environmental Factors – moisture and UV exposure, chemical contact, and temperature fluctuations
Processing Considerations – mold shrinkage rates, flow characteristics, frying requirements, cycle time implications, and post-molding operations
Economic Factors – cost of raw material, processing efficiency, part consistency, expected service life, and total cost of ownership
Making Your Selection
Choosing the right resin ultimately becomes a tug-of-war between performance requirements and cost. For simpler, cost-sensitive applications, PP, PE, or ABS might be just right. Household items, packaging, and toys often use these resins. For mor moderate performance, enhanced commodity resins (with glass or other fillers) or basic engineering resins like nylon or acetal would be a better option. These are suitable for automotive components, consumer electronics housings, and appliance parts. For more demanding applications, high-performance resins like PEEK, PPS, or PEI must be used to resist extreme temperatures, corrosive chemicals, or heavy mechanical stresses. Medical devices, aerospace components, and automotive components often require these high-end materials.
If in doubt, your injection molding specialists or material suppliers can provide guidance based on what you must accomplish in the application. The choice is ultimately yours to make at the direction of your design engineering team, but specialists can at least help narrow down your options.
Comments Off on Reshoring Your Plastic Injection Molded Components: A Strategic Approach
The changing conditions in the global marketplace have manufacturers reconsidering just about everything, particularly their supply chains. Whie this environment can be challenging, the goal remains simple: to continue to maximize profit and efficiency, while minimizing risk. Tariffs in particular have placed urgency on these considerations. But the case for reshoring your plastic injection molded parts goes beyond uncertain economic policies. Today, we’ll lay out a plan for your plastic part sourcing, regardless of tariff outcomes.
Making the Best of Both Worlds
Unlike countless click-bait articles that you find online these days, we’ll get right down to our recommendation: employ a hybrid approach. Here, you would have your molds made offshore, but bring the injection molding back stateside. Tariffs aside, there are many benefits to going this route.
Leveraging Offshore Mold Making Expertise
As we discussed in an earlier blog entitled, Should You Source Your Injection Molds from China or the USA?, China has come a long way in recent decades when it comes to the art of mold making. While American mold makers still play an important role, especially when it comes to repairs or extremely demanding requirements, significant cost savings can be realized. Many Chinese companies offer excellent quality and quicker turnaround, as they have refined their processes throughout the years. But as with any supplier – the key though is to make sure you are working with one that is established, reputable and can handle your requirements. Resist the temptation to immediately go with the lowest bidder. While they still might win the job, do your research to make sure they are a good fit.
Bringing Injection Molding Home
Transitioning the actual injection molding to US facilities eliminates the significant barriers that come with overseas production and offers many advantages.
Better Communication and Collaboration – let’s face it, it’s easier to do business with someone that speaks your language. Especially when dealing with injection molding, where we have a language all our own! Small translation issues can lead to big problems down the road.Time zones also create challenges that cause inconveniences such as middle-of-the-night conference calls and delayed responses. Also, working with a US-based supplier allows for facility visits without international travel and the headaches (and costs) associated with it.
Quality Assurance and Transparency – it’s well known that American manufacturers are typically dedicated to quality management systems and greater transparency. This includes accessible quality documentation and certification, and easier verification of materials and processes with on-site visits.
Streamlined Logistics and Reduced Lead Times – we probably don’t need to spend much time explaining that domestic production dramatically simplifies your supply chain. Shipping time and costs are significantly reduced. Shorter shipping distances also improve an organization’s carbon footprint.
Agility and Responsiveness – US-based production provides better agility to manufacturers allowing them to respond quicker to changes in market/customer demands. It also allows for shorter runs, especially in the earlier stages of a product’s lifecycle. Overall, keeping your production closer to home means quicker problem resolution should any issues arise.
Intellectual Property (IP) Considerations – We’ve all heard the unfortunate stories of companies violating IP protections. Reshoring provides stronger legal protections for your designs and processes. Also, should an infringement arise, it’s easier to fight it here, than there.
Achieving Success with a More Resilient Supply Chain
By having your molds made in China while reshoring injection molding operations, you will have a more resilient and reliable supply chain that combines reliability with cost effectiveness. By taking this hybrid approach, you help insulate your business from potential tariff impacts, while addressing the challenges associated with offshore manufacturing.
At a time when supply chain resilience is increasingly recognized as a competitive advantage, this strategic combination positions your company to navigate global uncertainties while maintaining control over the critical aspects of your production process.
Comments Off on Converting Metal Parts to Plastic Injection Molded Parts
Today, manufacturers are constantly looking for effective ways to reduce costs while improving product performance and production efficiency. One way to achieve this is by shifting from traditional metal parts to thermoplastic ones.
There are several advantages to doing this besides cost reduction, such as increased design flexibility and reduced part weight. However, not all components will qualify for this change. There are many considerations that must be made before making the switch. Today, we’ll look at the benefits and limitations, as well as the steps to make this happen.
What Are the Benefits of Switching?
Let’s start by looking deeper into the advantages of switching:
Design Flexibility – the injection molding process allows for complex geometries and intricate details that may be difficult or expensive to achieve with metal.
Cost Efficiency – despite potentially high up front tooling costs, the cost per part is often lower due to faster production time and reduced material waste.
Corrosion Resistance – many thermoplastics are resistant to corrosion, making them ideal for parts that will be subject to harsh environments such as high humidity or salinity.
Reduced Assembly – since plastic molding offers better design flexibility, multiple metal parts can often be consolidated into a single molded part. This reduces assembly time and costs.
Weight Reduction – this one is pretty straightforward since it’s well known that plastics are lighter than metals. But the benefit of reduced weight depends on the application. For instance, for the auto industry, plastic parts could lead to improved fuel efficiency. For consumer products, reduced weight could result in easier handling. In almost all cases, less weight will also help reduce freight costs of completed parts.
What About the Limitations?
Along with the advantages listed above, there are some potential drawbacks that must be considered. Selecting the material that meets the performance requirements of the application is crucial – since thermoplastics vary in their properties and performance characteristics.
Strength/ Durability – although many high-performance thermoplastics can match metals in strength, they may not be suitable for certain applications, particularly those subjected to high stress.
Temperature Resistance – thermoplastics might not perform as well in high-temp environments due to their have lower melting points when compared to metals. So be mindful of the maximum temperatures a part may be exposed to when selecting the material.
The Process of Converting from Metal to Plastic
Now that we have reviewed the benefits and limitations, let’s look at the process to make this happen. Every step is critical, from design evaluation, material selection, prototyping and full-scale production:
Part Design
Converting to a thermoplastic part often requires a redesign to take full advantage of the benefits that plastic injection molding brings. Key design features include:
Wall Thickness – injection molded parts should have uniform wall thickness to ensure proper filling and cooling, unlike like metal, which can have varying thicknesses.
Ribs and Gussets – provide structural support needed to maintain strength and rigidity, without adding significant weight.
Draft Angles – help facilitate easy ejection from the mold.
Undercuts and Threads – although these features can be molded, they typically require more complex tooling. In many cases, they can be avoided with a redesign. Just be sure that eliminating them will not cause part performance issues.
Tolerances – Thermoplastics have different shrinkage rates compared to metals, so it’s important to account for this in the design to ensure proper fit and function.
Material Selection
The importance of selecting the right material can not be understated. The selected thermoplastic must meet the mechanical and thermal property requirements of the particular use. Chemical resistance is also a consideration if the part will be exposed to chemicals or solvents that could degrade the material. For visible parts, aesthetics such as color, finish and texture become important. And of course there’s the big one: cost. Balancing cost against performance can be a tricky equation, so evaluate carefully and remember to prioritize safety as a requirement.
[Link to Material Selection Blog]
Prototype & Test
This important next step allows you to identify any design or material before going into production. Be sure to use a reliable prototyping method such as 3D printing or rapid tooling where appropriate. Once your prototypes are ready, they’ll need to undergo functional testing. This needs to be done under real world conditions to ensure that the part meets performance requirements. If the part isn’t ready for prime time, make adjustments and repeat the prototyping until it is.
Tooling and Manufacturing
Once the design and material have both been finalized, the next step is to create the injection mold and begin production.
Mold Design – please don’t cut any corners here. Work with a reputable and experienced mold designer to develop a mold that accommodates the part’s geometry, material flow, and cooling requirements. Choose the best mold material based on the expected production volume and part complexity. Generally speaking, steel molds are durable and better for high-volume production, while aluminum molds are more cost-effective and ideal for lower volumes. Regardless of the decision, also remember that tooling needs to properly maintained and stored for maximum performance and longevity.
Injection Molding Process – make sure that you are working with a molding company that will optimize the injection molding process parameters such as temperature, pressure, and cycle time, to ensure consistent part quality.
Quality control measures are equally as important. These procedures should be in place to monitor part dimensions, surface finish, and mechanical properties throughout the production process.
Post-Processing and Assembly– some parts may require post-processing or assembly steps. These include finishing, such as painting, coating, or surface-treating to achieve the desired appearance or performance.
If the component is part of a larger assembly, consider how it will be joined with others. Thermoplastic parts can be welded, bonded, or mechanically fastened. Certain injection molding suppliers, such as PDI, can provide in-house automation assembly services to help increase production efficiency and reduce turnaround time.
Inspection – as part of any quality control program, final inspections must be conducted to ensure that the parts meet all specifications and quality standards.
Conclusion
Converting metal parts to plastic injection molded ones can offer significant advantages in terms of cost, weight reduction, and design flexibility. However, the process requires careful consideration of the part’s performance requirements and operating environments. These factors should be your guide through the phases of design, material selection, prototyping, and manufacturing. By doing so, you can successfully navigate the transition and unlock the impressive potential of thermoplastic injection molding for your products.
If you’re considering converting your metal parts to thermoplastic injection molded parts, don’t hesitate to reach out to our team of experts to assist you
Injection molding can be a complex process, with many factors influencing the quality of the final plastic part. Successful production relies on several critical factors including part design, material selection, tool design, and an optimized manufacturing process. While it’s important to focus on these, another key to part quality and consistency lies in understanding and controlling the behavior of the molten plastic. Today, we’ll look at the four primary thermoplastic variables – temperature, flow rate, pressure, and cooling. We’ll explain the role of each and how mastering them can lead to more predictable and successful molding outcomes.
But before we jump into material variables, let’s take a step back and consider the complexity of the machinery: injection molding machines come equipped with a range of machine control options that significantly influence the movement of polymer from the container to the mold cavity. Key machine variables include barrel temperature, hydraulic pressure, hydraulic flow rate, oil temperature, function times, and clamp force.
Understanding Thermoplastic Variables
Thermoplastic variables can be distilled down to four main ones as follows:
Plastic Temperature
Plastic Flow Rate
Plastic Pressure
Plastic Cooling Rate/Time
It’s important to note that the measurement of plastic variables operates independently of machine variables and can be consistently replicated across different injection molding machines.
Plastic temperature, or melt condition, is influenced by several factors, including barrel temperatures, screw design, screw check valve design, screw rotation speed, back pressure, and residence time. To ensure accuracy, plastic temperature should be measured using a calibrated, pre-heated pyrometer positioned in a purge puddle taken during the cycle, while machine temperature controllers must be properly calibrated and tuned. Monitoring the consistency of screw recovery time is also essential.
Plastic flow rate represents the time taken from the start of injection until the process transitions to packing/holding when the mold is filled to 95-99%. This fill time differs from the first stage timer setting. By combining fill time with a shot volume calculation, one can derive a volumetric flow rate, which constitutes a vital plastic variable measurement. The plastic flow rate directly influences the viscosity of the polymer melt as it enters the mold cavity. As the plastic molecules flow, they untangle, align, and effectively reduce viscosity, allowing for smoother processing. Because of this relationship, maintaining consistent fill times from shot to shot and run to run is crucial.
Plastic pressure quantifies the compression level of the polymer within the mold cavity at the end of the molding cycle. Proper control of the polymer quantity introduced into the mold and the amount held in the cavity until the gate solidifies is paramount. The key machine controls that govern plastic pressure include pack pressure, pack time, hold pressure, and hold time. The most effective method for measuring plastic pressure within the molded part is through the use of cavity pressure transducers.
Cooling rate and time of the plastic have notable impacts on the final part dimensions, appearance, and cycle time. The temperature of the mold surface plays a vital role in determining part aesthetics and performance by influencing the thickness of the oriented layer of plastic molecules. During the filling process, most of the molten plastic’s heat must be transferred to the mold cavity, and subsequently removed. While some heat is lost through radiation, the majority is dissipated through forced convection via the cooling channels in the mold.
Optimizing heat transfer requires ensuring turbulent flow in cooling channels, maintaining them free of scale that can insulate, directing coolant flow to areas most in need, and maximizing the time the plastic is in contact with the cavity surface. Comparing the inlet and outlet coolant temperatures in each circuit can help assess heat removal performance; a temperature difference of 4°F or more is indicative of inadequate heat removal.
Conclusion
Understanding how machine variables impact the key injection molding variables streamlines process optimization and troubleshooting. Mastery of these variables and the process, which comes from experience and a deep understanding of how they are all inter-related, will help ensure a predictable and positive outcome for any size production run.
Surface finish specifications are one of the most frequent topics of discussion when developing new injection molded components. In fact, an earlier blog titled Surface Finish, Texture & Draft Angles In Injection Molded Part Design, has generated much discussion with our clients and prospects, particularly around surface finishes. Today, we’ll dive deeper into the topic, covering the fundamentals, various finish types, and related design considerations.
Understanding Surface Finish Fundamentals
The manufacturing processes used in mold tool construction inherently create “witness marks” in the steel surface. These tool marks, along with potential material inclusions, transfer directly to molded components unless addressed through specific surface refinement or texturing processes. The criticality of surface finish requirements guides not only initial mold steel selection and refinement processes but also influences ongoing production considerations such as maintenance cycles, inspection protocols, and process parameter windows.
The Four Basic Surface Finish Categories
The Plastic Industry Association “SPI” https://www.plasticsindustry.org/ maintains standards and classifications that categorize Surface Finish of injection molded parts in to four basic categories: (A) glossy, (B) semi-glossy, (C) matte, (D) textured. Within each grade, there are three sub-categories. While grade to grade differentiators are more visually obvious when compared side-by-side, the sub-categories (1, 2 &3) within each grade have far more subtle attributes and are more difficult to identify by the naked eye. These attributes can be measured with a profilometer and are reported in degrees of “roughness” (such as Ra average roughness, roughness depth, average variation of roughness, etc.) to allow for comparison to the specified surface-finish standard being applied. For the purposes of today’s surface-finish discussion, we will focus on the “A” Glossy, “B” Semi-glossy and “C” matte surface finishes, which are “polished” related. The SPI “D” Surface Texture category is better discussed with “mold textures” as it relates to patterns being etched into the mold steel and other differentiators (processes, service providers, etc.) Let’s take a look at each of the categories.
Glossy (A-Grade) – A-grade finishes, with sub-categories A-1, A-2, and A-3, represent the highest level of surface refinement. A-1 specifications typically apply to optical components requiring minimal distortion, A-2 for highly polished transparent parts without optical requirements, and A-3 for non-optical applications requiring premium surface quality. These grades require mold steel hardness of no less than 52RHC and demand precise control of process parameters. Material selection becomes particularly critical – while amorphous materials like acrylic and polycarbonate excel, semi-crystalline materials often prove unsuitable regardless of processing conditions.
Semi-Glossy (B-Grade) – B-grade finishes (B-1, B-2, B-3) represent intermediate levels of surface refinement. While hardened steel is recommended, pre-hardened mold steels such as H13, P20, or 718H often suffice, depending on the polymer selection and production volume requirements. B-grade finishes balance machinability, surface finish capability, and mold longevity, making them ideal for many engineering applications where consistent appearance is necessary but optical clarity isn’t critical.
Matte (C-Grade) – C-grade finishes (C-1, C-2, C-3) utilize specific grit sanding processes to remove machining marks without creating reflective surfaces. These finishes excel at masking flow lines, knit lines, and minor surface imperfections. The reduced polishing requirements and broader material compatibility often result in improved production economics, while still maintaining consistent and measurable surface parameters.
Textured (D-Grade) – D-grade finishes (D-1, D-2, D-3) involve deliberate texturing of the mold surface, typically through chemical etching, electrical discharge machining (EDM), or laser processes. These finishes serve both aesthetic and functional purposes – from creating specific tactile properties to masking surface imperfections and improving part release characteristics. Texture depth and pattern significantly impact material flow characteristics and may require adjustments to processing parameters and draft angles.
Engineering Considerations
Surface finish specification should be driven by both functional and economic factors. Engineers should consider:
Material Behavior – the molecular structure and flow characteristics of different polymers create inherent limitations in achievable surface quality and texture reproduction.
Process Parameters – each surface finish grade requires specific processing windows, particularly in injection speed, pressure, and temperature control.
When implementing surface finish requirements, consider the complete manufacturing cycle. Initial tool construction must account for appropriate steel selection and surface preparation methods. Production parameters require careful optimization to maintain surface quality, with different requirements for each SPI grade.
The Bottom Line
Early consideration of surface finish requirements in the design phase enables optimal material selection, tool design, and process parameter development. We recommend documenting specific surface finish requirements during the RFQ phase, including clear identification of which surfaces require which SPI grades and sub-categories. Our engineering team can provide detailed consultation on material selection and design optimization to achieve your surface finish requirements while maintaining production efficiency.
High volume injection molding is a specialized plastic manufacturing process that produces large quantities of identical parts efficiently and cost-effectively. It is found in many applications that require large quantities of quality parts. Major markets include automotive, industrial, medical, defense, firearm accessories, and consumer goods among other critical applications. The process represents an evolution of the standard plastic injection molding methods, to accommodate the demands of higher annual quantities. Today, we’ll look at the process and its benefits, how it differs from conventional methods, and some typical parts it produces.
What is High Volume Injection Molding?
High volume injection molding involves quickly injecting molten plastic into a mold cavity, where it cools and solidifies into the desired shapes. The process is highly automated, allowing for rapid production cycles and consistent part quality. You’re probably wondering how big is a high volume run? While it depends on who you ask, for PDI, it generally covers jobs ranging from 100,000 pieces to well over 1 million pieces annually.
Benefits of High Volume Injection Molding
The most obvious benefit is cost-effectiveness, thanks to economies of scale. As volume increases, unit cost decreases. With the help of automation and advanced machinery and processes, turnaround time is also reduced, while quality is strictly maintained. Part design is not compromised, as intricate parts can be repeatedly produced at high speeds in a consistent manner when appropriate tooling and process considerations are made.
How is High Volume Molding Different than Standard Runs?
Above all, the high volume injection molding process requires that parts be produced quickly without sacrificing quality. To facilitate this, many considerations are made throughout the entire process, these include:
High Volume Tooling – this is crucial to the success of any high volume program. Tooling must be designed to withstand rapid cycles and higher pressures. They are engineered and produced to exacting tolerances, to ensure that every part produced conforms to precise specifications. This level of precision minimizes defects and reduces the need for rework. High-volume multi-cavity injection molds and mold components are often made of higher quality materials such as steel or steel alloys, rather than aluminum.A key feature of a high speed injection molds is higher cavitation, allowing many parts to be molded at once. Rather than producing just a single piece, these molds can produce 4, 8 or 16 in one machine cycle. This significantly increases output and reduces process time. Tooling may include other features like hot runners, balanced mold cavities and runner systems, and optimized cooling channels to achieve optimal processing conditions. But high-speed / high-cavity injection molds also come with higher upfront costs to produce.
Industrial Strength Machinery (and Process) – Injection molding machines for high volumes are engineered for high-speed operation. With this comes increased stress, and the production process and equipment must be able to handle it. To do so requires a strategic mix of automation and modifications across the production line. Let’s take a closer look.For the pre-injection phase, automated systems transport and feed the resin into the machine. Then high-performance hydraulic or servo-hydraulic systems are used to deliver molten material at high speed and pressure in to the mold. Higher clamping forces are required to withstand the rapid opening and closing of the mold. Servos are used to control clamping force as well as injection speed. The molding press’s injection unit also relies on a high-output screw for quick melting and homogenization of the plastic resin.Cooling the molded part quickly and consistently is equally as important as injection rates. Automated temperature controls systems facilitate this by regulating cooling rates through control of tool steel temperatures.Other components are also integrated into the process including advanced control systems to manage timing and pressure control.Once the parts have cooled, robots swiftly extract the parts, further reducing cycle time while preventing damage to the molded component or injection mold. Machine vision systems typically inspect the parts, rejecting ones that do not meet the required specifications. Robots can then place parts onto conveyors, into bins, or directly into an automated assembly process. This specialized and automated processing and handling equipment can also perform other labor intensive tasks such as trimming and packaging, creating a fully automated production line and ultimately the most economically manufactured molded part.
What Types of Parts or Jobs Qualify for High Volume Injection Molding?
Generally speaking, high volume injection molding is ideal for producing large quantities of identical parts with consistent quality. Common applications include:
Automotive Components – countless interior and exterior parts and under-the-hood components
Medical Devices – disposable syringes and other consumables, diagnostic equipment, enclosures and housings
Industrial Parts – connectors, housings, and enclosures
Consumer Goods – electronics, household appliances, and packaging
If you require lower quantities but want to reap the benefits of high volume production, many shops including PDI will offer inventory management programs. These allow you to take deliveries, scheduled or as needed, minimizing warehousing demands at your facility. Just be sure to do this for components that aren’t likely to change over time to avoid future waste.
Speed. Efficiency. Quality. Are You Ready?
High-volume injection molding is a powerful process that delivers increased cost-effectiveness, speed, efficiency, and product quality. It is an ideal solution for manufacturers needing to mass-produce their products. From reducing production costs to accelerating time-to-market, the benefits are clear. By leveraging advanced technology and rigorous quality control, high-volume injection molding ensures that your products will perform as designed, and for a long time.
Plastic and rubber molded parts are everywhere, and are produced from an extensive array of materials. While the complete list contains hundreds of varieties, they fall into four basic categories: thermoplastic, thermoset, rubber and silicone. Each group has its unique set of characteristics, advantages, and applications. Due to the differences in their material properties, they also require different fabrication processes. Let’s dive in!
What Are Thermoplastics?
Thermoplastics are polymers that soften and become moldable once heated, then harden once cooled. Thermoplastics are the most widely used materials due to their extreme versatility and recyclability. They are known for being durable, and offer a wide range of properties due to the many polymers available. These include Polyethylene (PE), Polypropylene (PP), Polyvinyl Chloride (PVC), Polystyrene (PS), and Nylon.
Molded thermoplastics may be worked using a few different methods: injection molding, blow molding, and extrusion. Injection molding involves heating plastic pellets to a molten state, injecting it into a mold cavity under high pressure, then allowing it to cool and solidify.
Blow molding is an entirely different process. Here, a tube-like piece of plastic, known as a parison, is inflated with air inside a mold to form hollow parts like bottles and containers. (It’s interesting to note that the parisons themselves are created by injection molding or extrusion.)
With the extrusion process, plastic pellets are melted then forced through a die to create continuous shapes. They are then cut to the required length.
Thermoplastic Applications
Chances are, if you’re thinking of a plastic component, it’s likely made from thermoplastics. They are used in countless commercial and consumer applications. Here are a few common ones:
Injection Molding – automotive parts, packaging, electronic enclosures, medical components, and many household items.
Blow Molding – bottles, containers, tanks, sporting goods (baseball bats), decorations, and other consumer items.
Extrusion – pipes, sheets, films, and profiles.
Thermosets
Thermosetting plastics, simply known as thermosets, are polymers that undergo a chemical change when heated, thus forming a rigid structure. Once set, they cannot be remelted or reshaped. When compared to thermoplastics, they are usually more stable, but also more brittle. Typical materials include Epoxy, Phenolic, Melamine, Urea-formaldehyde, and Polyester resins.
Thermoset molding processes involve the polymerization of the resin in the mold, which permanently sets it. Common manufacturing methods include compression molding, transfer molding, and injection molding designed specifically for thermosets.
With compression molding, a pre-measured amount of material, often in the form of powder or preform, is placed into the heated mold. It’s closed, then heat and pressure are applied to harden the material.
Transfer molding is similar to compression molding, but the material is preheated in a chamber before being transferred to the mold.
Finally, thermoset injection molding is very similar to thermoplastic with one key difference: the material undergoes a chemical reaction while curing, rather than just cooling down.
Thermoset Plastic Applications
Due to their unique characteristics, uses for thermoset plastics are a bit limited, but do excel for certain ones. In addition to adhesives, coatings, and composite materials, they are used for the following:
Compression Molding – Electrical components, automotive parts, appliance housings, and large industrial parts.
Transfer Molding – Precision parts, electrical components, automotive parts, and industrial equipment
This process involves shaping rubber materials, which can be either natural or synthetic rubber (elastomers). Rubber has high elasticity and abrasion resistance with good tensile strength. These properties vary based on the type used, which include Natural Rubber, Neoprene, and Nitrile Rubber.
Common processing methods include compression molding, transfer molding, and injection molding. While these are similar to what is done for thermoplastics and thermosets, the process usually involves vulcanization. Here, the rubber is cured through heat and pressure usually with the addition of sulfur or other curatives to enhance durability and elasticity.
Molded Rubber Applications
Applications for rubber rely on its unique characteristics, they include:
Compression Molding – Seals, gaskets, large industrial parts, and tires.
Injection Molding – High-precision parts, seals, gaskets, and automotive components.
Transfer Molding – Electrical components, O-rings, seals, and more complex rubber parts.
Silicone
If you’re thinking, “Hey. Wait. Isn’t silicone a type of rubber?” – you’d be absolutely correct. However, silicone is processed a bit differently than other rubber types, and has earned its own category as a result. Silicone is widely known for its high heat resistance, flexibility, and biocompatibility.
Silicone also utilizes several processes including Liquid Silicone (LSR) Injection Molding, Compression Molding and Transfer Molding.
LSR Injection Molding is a specific yet simple process that uses liquid silicone rubber. It is poured into a heated mold, then cures quickly, taking the shape of the mold cavity. Compression molding uses High Consistence Silicone Rubber (HCR), often in sheets or preforms, which is placed into a heated mold cavity. Pressure is then applied to cure the silicone. Transfer Molding for silicone is similar to plastics: the silicone is preheated in a chamber then transferred to the mold cavity through a system of runners and gates, where it cures under heat and pressure.
Silicone Applications
Silicone is optimal for any product that require flexibility, heat resistance and/or biocompatibility. Common uses include:
LSR Injection Molding – Medical devices, kitchenware, baby products, and automotive parts.
Compression Molding – Seals, gaskets, and large silicone parts.
Transfer Molding – Complex silicone parts with fine details.
Plastic injection molding is a complex fabrication process used to create countless products we engage with daily. This includes everything from the keys on your keyboard, buttons on your toaster, or gears grinding away under your car’s hood. Plastic injection molded parts are everywhere. Today, we’ll take a closer look at injection molding, the process, and its advantages.
What is Plastic Injection Molding?
Plastic injection molding starts with a mold that contains impressions of the part or assembly that is being fabricated. The mold is then injected with melted plastic, which takes the shape of the mold, and cools down to create the solid component.
The process has been around since the early 1870’s (or late 1860’s or even earlier depending on who you ask) when the earliest molding machines were made and patented. Back then, injection molding was used to make common items such as combs, buttons, and other small parts.
The Injection Molding Process
Design – the process begins with part design, which includes material selection and part prototyping.
Die/Mold/Tool Making – once designs and prototypes are approved, production dies are made. For high-run jobs, multi-cavity molds may be used to produce multiple parts at once. This brings efficiency by cutting down run time, which reduces part cost. Intricate parts and assemblies may require more advanced tooling in addition to complex molds, such as jigs and other work holding and processing solutions.
Material Introduction – raw plastic material, typically in the form of pellets or granules, is fed into a hopper. This material can be conventional plastic, or engineering resins for more demanding uses. These include glass-filled, carbon-filled, PTFE (Teflon) filled Thermoplastics. This all depends on the functional, operational, and aesthetic requirements of the parts being molded.
Melting – the plastic moves into a heated barrel where it melts and mixes uniformly.
Injection – the molten plastic is then pushed into a closed mold cavity at high pressure, ensuring it is completely filled.
Cooling – the plastic then cools and solidifies into the desired shape.
Ejection – the mold opens, and the cooled finished part is pushed out by ejector pins.
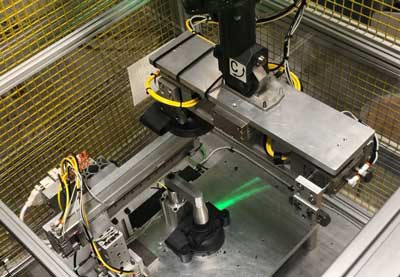
Inspection – certain plastic molding suppliers, such as PDI, will utilize inline part inspection to help ensure part quality. With this critical step, an image of the finished part is taken, compared to a reference image, and is either accepted, or, sadly, pushed into the reject bin. (But don’t be too sad, that part will get a second chance here at PDI, since we recycle all excess plastic inline!)
Assembly (if required) – more complex components or assemblies will go through further automated or manual steps for assembly or packaging.
Repeat – the plastic injection molding cycle then restarts, ready to produce the next batch of parts, until the order is ready to ship.
Why Choose Plastics for your Component or Assembly?
Plastic injection molding, and the materials used, offer many properties making it ideal for part fabrication:
Versatility – plastics come in a wide range of types allowing you to tailor material selection to your specific requirements. Specific properties include strength, flexibility, heat resistance, corrosion, and chemical resistance.
Durability – thermoplastics, or engineering resins, in particular can withstand significant wear and tear, making them suitable for long-lasting parts. Properties for certain materials are comparable to metals.
Lightweight – when matched up against metals, thermoplastics offer significant weight reduction, critical for weight-sensitive applications like aerospace and automotive.
Cost-Effective – injection molding allows for high-volume production at a relatively low cost per part.
Design Flexibility – the process allows engineers and product designers to create complex shapes with intricate details, allowing for innovative product design.
The Future of Plastic Injection Molding
Molding has come a very long way in a century and a half. Time and technology have been good friends to the process. It went from a rather basic, manually driven production method with few material selections, to one that can be fully automated, with an extensive menu of materials available. As technology continues to advance, injection molding will continue to evolve. We can expect to see:
More Sustainable Materials – biodegradable and recyclable plastics are gaining traction for a more eco-friendly future.
Multi-shot Molding – fabricating parts with multiple materials and functionalities within a single mold, rather than high quantities of the same exact part at once.
Continued Advancement in Automation and Monitoring – Increased automation and real-time process monitoring for enhanced efficiency and quality control.
Plastic injection molding is an indispensable and flexible manufacturing process that has stood the test of time. It is used in practically every industry today to produce simple to intricate parts that range in size, complexity, material, and use. Leveraging the many benefits of injection molding can help manufacturers increase efficiency and product evolution, thus making manufacturers more competitive and profitable.
Want to see if Plastic Injection Molding is right for your part fabrication needs? Contact us today, we’re happy to see if we can help reduce current part cost, or produce new ones.

 Often, the difference between a properly functioning part and one that fails prematurely comes down to tiny fractions. With plastic injection molding this principle is illustrated by tolerances. Controlling tolerances in injection molding isn’t just about hitting the required spec. It’s much more than that. It’s about making sure the end part is reliable, compatible for assembly, and ultimately it will not cause the end product to prematurely fail. In this blog, we’ll explore the concept of tolerances in injection molding.
Often, the difference between a properly functioning part and one that fails prematurely comes down to tiny fractions. With plastic injection molding this principle is illustrated by tolerances. Controlling tolerances in injection molding isn’t just about hitting the required spec. It’s much more than that. It’s about making sure the end part is reliable, compatible for assembly, and ultimately it will not cause the end product to prematurely fail. In this blog, we’ll explore the concept of tolerances in injection molding.
 The changing conditions in the global marketplace have manufacturers reconsidering just about everything, particularly their supply chains. Whie this environment can be challenging, the goal remains simple: to continue to maximize profit and efficiency, while minimizing risk. Tariffs in particular have placed urgency on these considerations. But the case for reshoring your plastic injection molded parts goes beyond uncertain economic policies. Today, we’ll lay out a plan for your plastic part sourcing, regardless of tariff outcomes.
The changing conditions in the global marketplace have manufacturers reconsidering just about everything, particularly their supply chains. Whie this environment can be challenging, the goal remains simple: to continue to maximize profit and efficiency, while minimizing risk. Tariffs in particular have placed urgency on these considerations. But the case for reshoring your plastic injection molded parts goes beyond uncertain economic policies. Today, we’ll lay out a plan for your plastic part sourcing, regardless of tariff outcomes. Bringing Injection Molding Home
Bringing Injection Molding Home  Today, manufacturers are constantly looking for effective ways to reduce costs while improving product performance and production efficiency. One way to achieve this is by shifting from traditional metal parts to thermoplastic ones.
Today, manufacturers are constantly looking for effective ways to reduce costs while improving product performance and production efficiency. One way to achieve this is by shifting from traditional metal parts to thermoplastic ones. Along with the advantages listed above, there are some potential drawbacks that must be considered. Selecting the material that meets the performance requirements of the application is crucial – since thermoplastics vary in their properties and performance characteristics.
Along with the advantages listed above, there are some potential drawbacks that must be considered. Selecting the material that meets the performance requirements of the application is crucial – since thermoplastics vary in their properties and performance characteristics.
 Post-Processing and Assembly – some parts may require post-processing or assembly steps. These include finishing, such as painting, coating, or surface-treating to achieve the desired appearance or performance.
Post-Processing and Assembly – some parts may require post-processing or assembly steps. These include finishing, such as painting, coating, or surface-treating to achieve the desired appearance or performance.








 Molded thermoplastics may be worked using a few different methods: injection molding, blow molding, and extrusion. Injection molding involves heating plastic pellets to a molten state, injecting it into a mold cavity under high pressure, then allowing it to cool and solidify.
Molded thermoplastics may be worked using a few different methods: injection molding, blow molding, and extrusion. Injection molding involves heating plastic pellets to a molten state, injecting it into a mold cavity under high pressure, then allowing it to cool and solidify. Thermosetting plastics, simply known as thermosets, are polymers that undergo a chemical change when heated, thus forming a rigid structure. Once set, they cannot be remelted or reshaped. When compared to thermoplastics, they are usually more stable, but also more brittle. Typical materials include Epoxy, Phenolic, Melamine, Urea-formaldehyde, and Polyester resins.
Thermosetting plastics, simply known as thermosets, are polymers that undergo a chemical change when heated, thus forming a rigid structure. Once set, they cannot be remelted or reshaped. When compared to thermoplastics, they are usually more stable, but also more brittle. Typical materials include Epoxy, Phenolic, Melamine, Urea-formaldehyde, and Polyester resins. This process involves shaping rubber materials, which can be either natural or synthetic rubber (elastomers). Rubber has high elasticity and abrasion resistance with good tensile strength. These properties vary based on the type used, which include Natural Rubber, Neoprene, and Nitrile Rubber.
This process involves shaping rubber materials, which can be either natural or synthetic rubber (elastomers). Rubber has high elasticity and abrasion resistance with good tensile strength. These properties vary based on the type used, which include Natural Rubber, Neoprene, and Nitrile Rubber.
 will utilize inline part inspection to help ensure part quality. With this critical step, an image of the finished part is taken, compared to a reference image, and is either accepted, or, sadly, pushed into the reject bin. (But don’t be too sad, that part will get a second chance here at PDI, since we recycle all excess plastic inline!)
will utilize inline part inspection to help ensure part quality. With this critical step, an image of the finished part is taken, compared to a reference image, and is either accepted, or, sadly, pushed into the reject bin. (But don’t be too sad, that part will get a second chance here at PDI, since we recycle all excess plastic inline!)