A Comprehensive Guide to First Article Inspection for Complex Injection Molded Parts
Comments Off on A Comprehensive Guide to First Article Inspection for Complex Injection Molded Parts
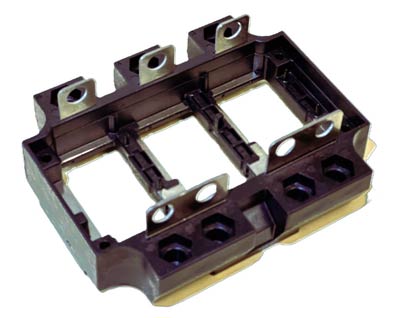
When it comes to high-precision injection molded parts, the leap from design to physical parts is a big one. It’s critical to make sure that the production run meets design and performance design requirements. This is exactly what First Article Inspection is for. But it’s much more than the name implies. Instead of just checking the first few pieces, it’s a full-scale audit of the entire molding process. From the mold and material to machine settings and more, nothing is off the table. Today, we will outline the inspection process, particularly for complex molded parts.
The Need for FAI
Before we dive into the steps, let’s take a closer look at why they need to happen. With demanding applications, such as those in medical, aerospace and automotive industries, failure is simply not an option. Failure can lead to safety issues, loss or property and even more catastrophic circumstances. Since the costs are high, every precaution must be made during the manufacturing process.
The Checklist
When dealing with complex geometries and tight tolerances, visual checks alone are insufficient. The process required much more to include dimensional verification, material and chemical validations, as well as functional and destructive testing. Each of these three pillars consists of multiple considerations as follows:
Dimensional Verification – complex parts often have challenging features such as thin walls, intricate ribs, and critical mating surfaces. Certain measurements and process considerations must be made as follows:
- Full Dimensional Layout – every dimension detailed on the drawings should be measured. No short cuts here – if it’s noted in the print, get the measurement and make sure they match. Special measurement tools can be used for more complex surfaces including Coordinate Measuring Machines (CMM) and 3D laser scanning. These allow you to verify flatness, concentricity, position, and other critical details.
- Critical-to-Quality (CTQ) Dimensions – pay special attention dimensions that will impact assembly or the part’s function. Reduce chances for error by performing a gage repeat and reproducibility (Gage R&R) study to make sure your measurement system is reliable. Keep in mind that variation can be introduced by the tool or technician measuring the component.
- Multi-Cavity Considerations – for multi-cavity tools, be sure to perform a full FAI for each individual cavity. Your goal is to make sure that there aren’t any slight difference that could affect coolant flow, gate wear or venting. If present, these can lead to variation due to subtle imbalances in pressure or cooling. It’s a good idea to mark each cavity as well that gets engraved into the part. This will help you trace back a potential defect to not just the mold, but the specific cavity it was formed in.
Material & Chemical Validation
Even though the dimension might be “perfect”, or at least all with very tight specifications, the part can still fail if the material properties aren’t right. Here are the key things to check:
- Resin Verification – in this critical step, you confirm that the material lot matches the specification. You should also document the details about any additives, colorants and regrind percentages.
- Moisture Analysis – certain engineering grad resins, such as PEEK or Nylon, are more susceptible to hydrolytic degradation. Pre-drying times and temperatures must be closely monitored and documented.
- Weight Consistency – by measuring parts and comparing them to the control piece, this simple yet effective testing method can help identify quality issues such as internal voids or inconsistent packing pressure.
Functional & Destructive Testing
Demanding components and assemblies are often subject to more extreme conditions. They must perform under stress. To help ensure that they will endure the threats against them, functional and destructive testing such as the following should be conducted:
- Environmental Stress Cracking (ESC) – here, parts are exposed to environmental factors such as chemicals and temperature changes to make sure they maintain their physical and performance requirements.
- Mechanical Testing – for components that may be housing fluids or electronics, several mechanical property tests may be considered such as pull tests, impact tests or pressure leak tests.
- Cross Sectioning – this process is crucial for seeing what’s going on inside a part. Here, you physically cut it and inspect for defects including voids, bubbles, wall-thickness variations, and other factors that a surface scan would miss.
Conclusion
With complex components for demanding applications, “close enough” will never be good enough. To help ensure that every part is consistently made to specification, closely examining the earliest output is crucial. When you carefully validate materials, dimensions, and part accuracy, you aren’t simply approving a part. You are helping to ensure you will have a repeatable, stable, and profitable production run.


 Your prototype is a success. Excellent design, happy customers, and now it’s time to scale. The fun has just begun!
Your prototype is a success. Excellent design, happy customers, and now it’s time to scale. The fun has just begun! Prototype tooling is perfect for what it’s designed for: short runs and design flexibility. But things like aluminum molds, 3D fixtures, and soft tooling can’t handle the demands of production runs. Imagine if you are starting with 10,000 parts a year, and run 500 cycles per month. If you go to a million parts annually, you’re now at 5,000+ cycles per month. Your aluminum mold will be shot in three months, instead of three years.
Prototype tooling is perfect for what it’s designed for: short runs and design flexibility. But things like aluminum molds, 3D fixtures, and soft tooling can’t handle the demands of production runs. Imagine if you are starting with 10,000 parts a year, and run 500 cycles per month. If you go to a million parts annually, you’re now at 5,000+ cycles per month. Your aluminum mold will be shot in three months, instead of three years. One of the biggest sources of frustration when ramping up is the time it takes to successfully scale from prototype to production. While it can happen quicker, it’s not unusual for it to take up to 24 months to do. Steps such as tooling design, production and testing will likely take several months. Then you’ll need to budget time for tool sampling, iterations, and first article inspection. It takes time to design and produce the molds. Teams that attempt to shortcut this process often sacrifice proper process validation, deal with single-source vulnerabilities, and may end up with expensive design changes.
One of the biggest sources of frustration when ramping up is the time it takes to successfully scale from prototype to production. While it can happen quicker, it’s not unusual for it to take up to 24 months to do. Steps such as tooling design, production and testing will likely take several months. Then you’ll need to budget time for tool sampling, iterations, and first article inspection. It takes time to design and produce the molds. Teams that attempt to shortcut this process often sacrifice proper process validation, deal with single-source vulnerabilities, and may end up with expensive design changes.
 Process validation and documentation – establish processing windows through designed experiments rather than relying on trial-and-error approaches. Document validated parameters thoroughly and implement controls to maintain consistency across different operators and shifts.
Process validation and documentation – establish processing windows through designed experiments rather than relying on trial-and-error approaches. Document validated parameters thoroughly and implement controls to maintain consistency across different operators and shifts.
 Application and environmental considerations go hand in hand. The components must be designed to withstand whatever threats they may be up against such as extreme temperatures, force, and chemical or UV exposure. Parts exposed to UV rays will definitely require specialty UV-stabilized materials, while having thicker sections will also help them maintain mechanical properties over time. For industrial applications, chemical resistance is often a critical factor. While food-grade components require specific material selections as well as surface finishes, with the goal of minimizing contamination.
Application and environmental considerations go hand in hand. The components must be designed to withstand whatever threats they may be up against such as extreme temperatures, force, and chemical or UV exposure. Parts exposed to UV rays will definitely require specialty UV-stabilized materials, while having thicker sections will also help them maintain mechanical properties over time. For industrial applications, chemical resistance is often a critical factor. While food-grade components require specific material selections as well as surface finishes, with the goal of minimizing contamination.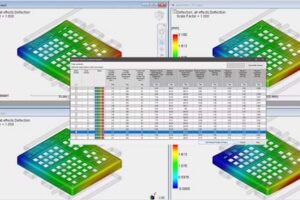 Design for manufacturability, where parts are optimized against manufacturing complexity, cost and time, extends beyond basic moldability. Key considerations include:
Design for manufacturability, where parts are optimized against manufacturing complexity, cost and time, extends beyond basic moldability. Key considerations include: Today’s design for injection molding increasingly incorporates automation to help reduce labor costs and improve part consistency, quality and turn-time. Parts designed for robotic handling also benefit from specific grip features, balanced geometry for stable handling, and consistent orientation features.
Today’s design for injection molding increasingly incorporates automation to help reduce labor costs and improve part consistency, quality and turn-time. Parts designed for robotic handling also benefit from specific grip features, balanced geometry for stable handling, and consistent orientation features.
 Beginning with its inception 150 years ago, plastic injection molding has grown to become an indispensable method for producing countless components from raw plastic. Although the basics remain largely the same since that time, the industry has seen the technology evolve, particularly in recent decades. These days, parts can be made much quicker and more precisely than ever before. In this blog, we’ll look at the advancements in plastic injection molding.
Beginning with its inception 150 years ago, plastic injection molding has grown to become an indispensable method for producing countless components from raw plastic. Although the basics remain largely the same since that time, the industry has seen the technology evolve, particularly in recent decades. These days, parts can be made much quicker and more precisely than ever before. In this blog, we’ll look at the advancements in plastic injection molding.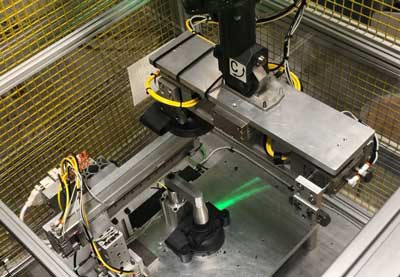 Automation – is another key driver of molding which aids in managing complex assemblies and multi-step processes. For instance, robotic systems can now handle precise insert placement, part removal, and secondary operations with incredible accuracy.
Automation – is another key driver of molding which aids in managing complex assemblies and multi-step processes. For instance, robotic systems can now handle precise insert placement, part removal, and secondary operations with incredible accuracy.