The Cost of Choosing the Wrong Injection Molding Partner
Comments Off on The Cost of Choosing the Wrong Injection Molding Partner
On the surface, injection molding is pretty straightforward process. You have a design, you need parts or assemblies, and want to find someone with the right capabilities to produce them. But in reality, it’s more complicated than that. This is especially true if your parts play a more critical role or operate in more demanding environments. Deciding who to partner with becomes far more consequential than most realize.
What Can Go Wrong?
Unfortunately, there are many things that might not turn out as planned. We’re not just talking minor quality issues and missed delivery dates. In extreme cases, plastic components fail. This creates a lot of challenges. At the very least, warrant claims will cut into profit margins. For more demanding applications, failure could be potentially catastrophic. People could get hurt, leading to unwanted liability problems that could get very costly in the long run.
These problems then grow into bigger ones. Unhappy customers are more likely to be vocal about failure than happy ones are about success. It’s an unfortunate part of human nature. People take out the frustrations online and in person, damaging your reputation and eroding your brand’s image and customer trust.
Then you need to figure out what went wrong. Was it a poor mold design? Perhaps process parameters were off? Maybe it was a simple lack of experience with a technician at the facility? Were materials mixed up? There are so many factors that can contribute to an unsuccessful injection molding program.
Understanding the root cause of failure is just the beginning of the clean-up phase. It will cost you engineering time to properly troubleshoot failures. Once that’s been sorted out, you’ll need to get replacement parts made. This could mean expediting mold and tool modifications. In certain cases, you might need to start all over with new tooling. This adds considerably to cost and lead times. Added production delays will further push back your ability to deliver end products. And you’ll also need to deal with qualifying a new supplier in the middle of all this.
What to Look for in A Injection Molding Reliable Partner
There are many things to consider when seeking out a new injection molding partner. We understand that this doesn’t happen very often, right? It’s like changing your dentist or accountant. It’s not something you do unless you have to. So when the time comes, you need to get it right. Here are some things to consider:
- The Obvious – you’ll want to know some of the basics. How long has the company been around? Have they worked with parts that match your level of complexity or required tolerances? Have they produced components for your industry before? Do they have good communication skills so you know what’s going right or wrong with your run?
- Process Discipline – this is a big one, and certainly not as obvious as the one above. Understand that reliable injection molders don’t just run equipment. They do much more than that. They understand the relationship between mold and tooling design, material properties, and end-use performance. They’ll ask important questions up front. A good supplier will take the time to understand factors such as the application, environmental exposure, and performance expectations, including how long the part is supposed to last. All of these factors will influence key process considerations – from mold and material through production and delivery.
 Quality – you can’t have a conversation about any type of “job shop” work without mentioning quality. It’s easy for companies to claim they are “all about quality”. But do they have the process and stringent certifications to prove it? With a commitment to quality also comes excellent documentation processes. This helps maintain consistency across future runs. It also supports traceability. If something goes wrong, it will be much easier to get to the source of the problem. For instance, if a part fails due to a material issue, it could be traced back to the supplier and the lot. Don’t just assume a quality program is in place. Ask for certifications. Make sure they can back up their quality commitment claims.
Quality – you can’t have a conversation about any type of “job shop” work without mentioning quality. It’s easy for companies to claim they are “all about quality”. But do they have the process and stringent certifications to prove it? With a commitment to quality also comes excellent documentation processes. This helps maintain consistency across future runs. It also supports traceability. If something goes wrong, it will be much easier to get to the source of the problem. For instance, if a part fails due to a material issue, it could be traced back to the supplier and the lot. Don’t just assume a quality program is in place. Ask for certifications. Make sure they can back up their quality commitment claims.- Problem Solving Abilities – as the old saying goes, anything that can go wrong, will. Even with tight process and quality control in place, things can still happen. When they do, what matters here is how your supplier responds. More questions come up: If the problem happens early, will the communicate it quickly instead of waiting? Will they take the time to investigate root causes or just blindly play the blame game? How are they validating if parts are made to spec? Above all, do they have the integrity to own up to what happened? Ultimately, you’ll want someone who can spot problems early, help you get to the cause, and communicate openly and honestly throughout the process.
Conclusion
Before shaking hands and signing the agreement, you can ask yourself this one question that encompasses much of the above: “Does this company understand what success looks like for my specific application, and do they have the discipline to deliver it reliably and consistently?”
The cheapest bid is rarely the best way to go. Potential partners who are quick to accept work without questions might not be prepared to succeed. The best injection molding partner is experienced, capable, and will ask the right questions. They will commit to measurable standards since they know that your success is their success.



 Your prototype is a success. Excellent design, happy customers, and now it’s time to scale. The fun has just begun!
Your prototype is a success. Excellent design, happy customers, and now it’s time to scale. The fun has just begun! Prototype tooling is perfect for what it’s designed for: short runs and design flexibility. But things like aluminum molds, 3D fixtures, and soft tooling can’t handle the demands of production runs. Imagine if you are starting with 10,000 parts a year, and run 500 cycles per month. If you go to a million parts annually, you’re now at 5,000+ cycles per month. Your aluminum mold will be shot in three months, instead of three years.
Prototype tooling is perfect for what it’s designed for: short runs and design flexibility. But things like aluminum molds, 3D fixtures, and soft tooling can’t handle the demands of production runs. Imagine if you are starting with 10,000 parts a year, and run 500 cycles per month. If you go to a million parts annually, you’re now at 5,000+ cycles per month. Your aluminum mold will be shot in three months, instead of three years. One of the biggest sources of frustration when ramping up is the time it takes to successfully scale from prototype to production. While it can happen quicker, it’s not unusual for it to take up to 24 months to do. Steps such as tooling design, production and testing will likely take several months. Then you’ll need to budget time for tool sampling, iterations, and first article inspection. It takes time to design and produce the molds. Teams that attempt to shortcut this process often sacrifice proper process validation, deal with single-source vulnerabilities, and may end up with expensive design changes.
One of the biggest sources of frustration when ramping up is the time it takes to successfully scale from prototype to production. While it can happen quicker, it’s not unusual for it to take up to 24 months to do. Steps such as tooling design, production and testing will likely take several months. Then you’ll need to budget time for tool sampling, iterations, and first article inspection. It takes time to design and produce the molds. Teams that attempt to shortcut this process often sacrifice proper process validation, deal with single-source vulnerabilities, and may end up with expensive design changes.
 Process validation and documentation – establish processing windows through designed experiments rather than relying on trial-and-error approaches. Document validated parameters thoroughly and implement controls to maintain consistency across different operators and shifts.
Process validation and documentation – establish processing windows through designed experiments rather than relying on trial-and-error approaches. Document validated parameters thoroughly and implement controls to maintain consistency across different operators and shifts.
 Application and environmental considerations go hand in hand. The components must be designed to withstand whatever threats they may be up against such as extreme temperatures, force, and chemical or UV exposure. Parts exposed to UV rays will definitely require specialty UV-stabilized materials, while having thicker sections will also help them maintain mechanical properties over time. For industrial applications, chemical resistance is often a critical factor. While food-grade components require specific material selections as well as surface finishes, with the goal of minimizing contamination.
Application and environmental considerations go hand in hand. The components must be designed to withstand whatever threats they may be up against such as extreme temperatures, force, and chemical or UV exposure. Parts exposed to UV rays will definitely require specialty UV-stabilized materials, while having thicker sections will also help them maintain mechanical properties over time. For industrial applications, chemical resistance is often a critical factor. While food-grade components require specific material selections as well as surface finishes, with the goal of minimizing contamination.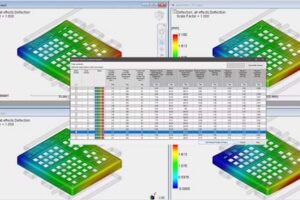 Design for manufacturability, where parts are optimized against manufacturing complexity, cost and time, extends beyond basic moldability. Key considerations include:
Design for manufacturability, where parts are optimized against manufacturing complexity, cost and time, extends beyond basic moldability. Key considerations include: Today’s design for injection molding increasingly incorporates automation to help reduce labor costs and improve part consistency, quality and turn-time. Parts designed for robotic handling also benefit from specific grip features, balanced geometry for stable handling, and consistent orientation features.
Today’s design for injection molding increasingly incorporates automation to help reduce labor costs and improve part consistency, quality and turn-time. Parts designed for robotic handling also benefit from specific grip features, balanced geometry for stable handling, and consistent orientation features.
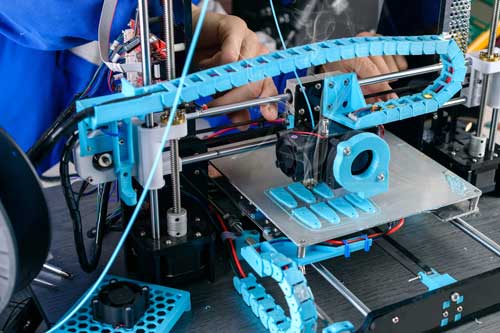
 Beginning with its inception 150 years ago, plastic injection molding has grown to become an indispensable method for producing countless components from raw plastic. Although the basics remain largely the same since that time, the industry has seen the technology evolve, particularly in recent decades. These days, parts can be made much quicker and more precisely than ever before. In this blog, we’ll look at the advancements in plastic injection molding.
Beginning with its inception 150 years ago, plastic injection molding has grown to become an indispensable method for producing countless components from raw plastic. Although the basics remain largely the same since that time, the industry has seen the technology evolve, particularly in recent decades. These days, parts can be made much quicker and more precisely than ever before. In this blog, we’ll look at the advancements in plastic injection molding.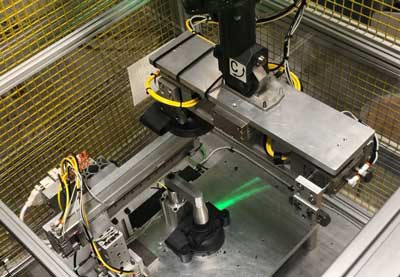 Automation – is another key driver of molding which aids in managing complex assemblies and multi-step processes. For instance, robotic systems can now handle precise insert placement, part removal, and secondary operations with incredible accuracy.
Automation – is another key driver of molding which aids in managing complex assemblies and multi-step processes. For instance, robotic systems can now handle precise insert placement, part removal, and secondary operations with incredible accuracy.