Posted by PDI on | Comments Off on The Cost of Choosing the Wrong Injection Molding Partner
On the surface, injection molding is pretty straightforward process. You have a design, you need parts or assemblies, and want to find someone with the right capabilities to produce them. But in reality, it’s more complicated than that. This is especially true if your parts play a more critical role or operate in more demanding environments. Deciding who to partner with becomes far more consequential than most realize.
What Can Go Wrong?
Unfortunately, there are many things that might not turn out as planned. We’re not just talking minor quality issues and missed delivery dates. In extreme cases, plastic components fail. This creates a lot of challenges. At the very least, warrant claims will cut into profit margins. For more demanding applications, failure could be potentially catastrophic. People could get hurt, leading to unwanted liability problems that could get very costly in the long run.
These problems then grow into bigger ones. Unhappy customers are more likely to be vocal about failure than happy ones are about success. It’s an unfortunate part of human nature. People take out the frustrations online and in person, damaging your reputation and eroding your brand’s image and customer trust.
Then you need to figure out what went wrong. Was it a poor mold design? Perhaps process parameters were off? Maybe it was a simple lack of experience with a technician at the facility? Were materials mixed up? There are so many factors that can contribute to an unsuccessful injection molding program.
Understanding the root cause of failure is just the beginning of the clean-up phase. It will cost you engineering time to properly troubleshoot failures. Once that’s been sorted out, you’ll need to get replacement parts made. This could mean expediting mold and tool modifications. In certain cases, you might need to start all over with new tooling. This adds considerably to cost and lead times. Added production delays will further push back your ability to deliver end products. And you’ll also need to deal with qualifying a new supplier in the middle of all this.
What to Look for in A Injection Molding Reliable Partner
There are many things to consider when seeking out a new injection molding partner. We understand that this doesn’t happen very often, right? It’s like changing your dentist or accountant. It’s not something you do unless you have to. So when the time comes, you need to get it right. Here are some things to consider:
The Obvious – you’ll want to know some of the basics. How long has the company been around? Have they worked with parts that match your level of complexity or required tolerances? Have they produced components for your industry before? Do they have good communication skills so you know what’s going right or wrong with your run?
Process Discipline – this is a big one, and certainly not as obvious as the one above. Understand that reliable injection molders don’t just run equipment. They do much more than that. They understand the relationship between mold and tooling design, material properties, and end-use performance. They’ll ask important questions up front. A good supplier will take the time to understand factors such as the application, environmental exposure, and performance expectations, including how long the part is supposed to last. All of these factors will influence key process considerations – from mold and material through production and delivery.
Quality – you can’t have a conversation about any type of “job shop” work without mentioning quality. It’s easy for companies to claim they are “all about quality”. But do they have the process and stringent certifications to prove it? With a commitment to quality also comes excellent documentation processes. This helps maintain consistency across future runs. It also supports traceability. If something goes wrong, it will be much easier to get to the source of the problem. For instance, if a part fails due to a material issue, it could be traced back to the supplier and the lot. Don’t just assume a quality program is in place. Ask for certifications. Make sure they can back up their quality commitment claims.
ProblemSolving Abilities – as the old saying goes, anything that can go wrong, will. Even with tight process and quality control in place, things can still happen. When they do, what matters here is how your supplier responds. More questions come up: If the problem happens early, will the communicate it quickly instead of waiting? Will they take the time to investigate root causes or just blindly play the blame game? How are they validating if parts are made to spec? Above all, do they have the integrity to own up to what happened? Ultimately, you’ll want someone who can spot problems early, help you get to the cause, and communicate openly and honestly throughout the process.
Conclusion
Before shaking hands and signing the agreement, you can ask yourself this one question that encompasses much of the above: “Does this company understand what success looks like for my specific application, and do they have the discipline to deliver it reliably and consistently?”
The cheapest bid is rarely the best way to go. Potential partners who are quick to accept work without questions might not be prepared to succeed. The best injection molding partner is experienced, capable, and will ask the right questions. They will commit to measurable standards since they know that your success is their success.
Posted by PDI on | Comments Off on A Comprehensive Guide to First Article Inspection for Complex Injection Molded Parts
When it comes to high-precision injection molded parts, the leap from design to physical parts is a big one. It’s critical to make sure that the production run meets design and performance design requirements. This is exactly what First Article Inspection is for. But it’s much more than the name implies. Instead of just checking the first few pieces, it’s a full-scale audit of the entire molding process. From the mold and material to machine settings and more, nothing is off the table. Today, we will outline the inspection process, particularly for complex molded parts.
The Need for FAI
Before we dive into the steps, let’s take a closer look at why they need to happen. With demanding applications, such as those in medical, aerospace and automotive industries, failure is simply not an option. Failure can lead to safety issues, loss or property and even more catastrophic circumstances. Since the costs are high, every precaution must be made during the manufacturing process.
The Checklist
When dealing with complex geometries and tight tolerances, visual checks alone are insufficient. The process required much more to include dimensional verification, material and chemical validations, as well as functional and destructive testing. Each of these three pillars consists of multiple considerations as follows:
Dimensional Verification – complex parts often have challenging features such as thin walls, intricate ribs, and critical mating surfaces. Certain measurements and process considerations must be made as follows:
Full Dimensional Layout – every dimension detailed on the drawings should be measured. No short cuts here – if it’s noted in the print, get the measurement and make sure they match. Special measurement tools can be used for more complex surfaces including Coordinate Measuring Machines (CMM) and 3D laser scanning. These allow you to verify flatness, concentricity, position, and other critical details.
Critical-to-Quality (CTQ) Dimensions – pay special attention dimensions that will impact assembly or the part’s function. Reduce chances for error by performing a gage repeat and reproducibility (Gage R&R) study to make sure your measurement system is reliable. Keep in mind that variation can be introduced by the tool or technician measuring the component.
Multi-Cavity Considerations – for multi-cavity tools, be sure to perform a full FAI for each individual cavity. Your goal is to make sure that there aren’t any slight difference that could affect coolant flow, gate wear or venting. If present, these can lead to variation due to subtle imbalances in pressure or cooling. It’s a good idea to mark each cavity as well that gets engraved into the part. This will help you trace back a potential defect to not just the mold, but the specific cavity it was formed in.
Material & Chemical Validation
Even though the dimension might be “perfect”, or at least all with very tight specifications, the part can still fail if the material properties aren’t right. Here are the key things to check:
Resin Verification – in this critical step, you confirm that the material lot matches the specification. You should also document the details about any additives, colorants and regrind percentages.
Moisture Analysis – certain engineering grad resins, such as PEEK or Nylon, are more susceptible to hydrolytic degradation. Pre-drying times and temperatures must be closely monitored and documented.
Weight Consistency – by measuring parts and comparing them to the control piece, this simple yet effective testing method can help identify quality issues such as internal voids or inconsistent packing pressure.
Functional & Destructive Testing
Demanding components and assemblies are often subject to more extreme conditions. They must perform under stress. To help ensure that they will endure the threats against them, functional and destructive testing such as the following should be conducted:
Environmental Stress Cracking (ESC) – here, parts are exposed to environmental factors such as chemicals and temperature changes to make sure they maintain their physical and performance requirements.
Mechanical Testing – for components that may be housing fluids or electronics, several mechanical property tests may be considered such as pull tests, impact tests or pressure leak tests.
Cross Sectioning – this process is crucial for seeing what’s going on inside a part. Here, you physically cut it and inspect for defects including voids, bubbles, wall-thickness variations, and other factors that a surface scan would miss.
Conclusion
With complex components for demanding applications, “close enough” will never be good enough. To help ensure that every part is consistently made to specification, closely examining the earliest output is crucial. When you carefully validate materials, dimensions, and part accuracy, you aren’t simply approving a part. You are helping to ensure you will have a repeatable, stable, and profitable production run.
Posted by PDI on | Comments Off on The Challenges of Color Matching and Consistency in Engineering Resins
Color matching in plastic injection molding is often a key requirement. Colors are used for branding, safety, functionality and even operational reliability. Matching a color consistently across a run, or from job to job should be a fairly straightforward process, right? In reality, when it comes to high performance resins, it’s much more complicated. Achieving consistency is challenging when compared to commodity plastics such for many reasons. Today, we’ll look at them, and how they can be navigated.
Why Is Color Consistency Important?
Before we jump into the challenges, let’s look at a few examples of where color consistency is important:
Branding – The first, if not most obvious reason, is when colors are used to brand products. Power tools, medical devices, and electronics often use company color palettes in their product designs. As any marketer would tell you, when it comes to representing a brand, colors must always match – no matter the medium.
Identification – In addition to aesthetics, colors can also play functional roles. They are often used to help quickly identify things. A great example is a wire connector, which is color coded to help make sure that a technician selects the right one for the job. It’s a similar situation with medical triage, where surgical tools or drug delivery devices are color coded to indicate size, dosage, or specific uses. These are just a few of the many examples where colors are used for identification purposes.
Thermal Management/UV Resistance – here’s one you might not have thought of right away, but it’s important. Colors impact how the material behaves, particularly when subject to light and heat. Darker colors will absorb more radiation, while lighter ones will reflect it, staying cooler. This is critical for uses such as electronics enclosures. UV protection is also important for outdoor uses, as plastics can become brittle and crack.
The Challenges
Now let’s take at the main reasons why color consistency for engineering plastics remains a challenge:
Fillers – engineering resins are rarely used in their pure form, they are typically fortified with glass fibers, mineral fillers or flame retardants to meet functional requirements. The problem? Many of these have greyish or yellow tones to them. Fibers, on the other hand, will reflect light differently than the base, which could make the color look washed out.
High-Temperature Chemistry – certain applications call for extreme heat tolerance. This is where engineering resins like PEEK, PPS and Sulfones come in. However, the very heat that is used to process these resins often degrades the pigments that are used to color them. As a workaround, inorganic pigments or metal oxides may be used. While they are much more stable, they offer a limited color palette.
Based Resin Tint – many base resins, such as nylon and polyetherimide, have a strong natural color to them. However, their hues tend to shift from lot to lot. This is due to factors such as moisture content and age of the material.
Metamerism – now there’s a word you don’t hear every day! While you might not know it by name, you’re likely familiar with the concept. Metamerism occurs when two different parts can appear to match under certain lighting conditions, such as LED, then look completely different under natural or fluorescent light. This is particularly true when one part uses an engineering resin, and other parts may use commodity materials. Ensuring a match across these parts requires the use of spectrophotometer calibration, coupled with a deep understanding of light physics.
Conclusion
Color consistency in plastic injection molding isn’t always a requirement, but when the application calls for it, it can certainly be a challenge. Ultimately, it’s a balance act between chemistry, physics and also mechanical integrity. If you add too much pigment to force a color, this could degrade its physical properties. But when it’s non-negotiable, consistency can be achieved when working with an experienced team of designers, resin suppliers and injection molding companies.
Posted by PDI on | Comments Off on Insert Molding Best Practices for Critical Applications – Part 1
Insert molding is a type of injection molding method that allows a pre-formed metal component to be placed within the molded part. A great example is a battery connector – where the metal is required for conductivity, while plastic offers design flexibility. Designing insert molded parts and processes for more demanding applications is not without its challenges. This is especially true when considering the several variables involved such as material types, positioning of the insert, thermal considerations, and quality assurance. In this two-part blog series, we’ll review each of these considerations, and how to best optimize them for long lasting performance and reliability.
As with all injection molding, both part and mold design are critically important for part success. This is particularly true for mission critical components in demanding applications such as steel blades in medical instruments or reinforcement studs in aerospace components. Since failure can result in safety hazards or premature part failure, engineering becomes more complex than standard injection molding.
Metal Insert Selection
As you can imagine, selecting the right metal for the job is another crucial aspect. Ultimately, the material selection must balance several competing requirements that are specific to the application. While there are many to select from, below are a few of the more popular ones for insert molding:
Thermal Stability – metals must withstand the high temperatures of the injection molding process, which can range from 400-600° or higher. Brass and stainless steel both perform well here, but end-use factors come into play. When considering mechanical loads, environmental threats, and electrical/conductivity requirements, brass and stainless often fall short.
Electrical Requirements – for high current applications, copper alloys are often selected due to their excellent conductivity, despite their higher thermal expansion coefficients.
Weight Considerations – certain applications, particularly those in aerospace and defense, are weight-sensitive. The goal is to have the lightest components possible without sacrificing performance. Aluminum serves weight critical applications quite well, however galvanic compatibility must be carefully considered. This is particularly challenging when dissimilar metals may come into contact within the presence of moisture or certain chemicals. For instance, you wouldn’t want an aluminum insert in a brass housing. This is a recipe for failure, as the aluminum will surely corrode.
Surface Treatment
While surface treatment is often an aesthetic consideration, for insert molded parts, it’s very much a function of performance. Surface treatment must meet the stress demands that the part will be subjected to. If there is particular concern that the insert might loosen or pull out, knurling works well to prevent this. Knurling leaves a textured pattern of ridges grooves, or cross-hatching, giving the part gripping strength. Once the plastic cools around the knurled insert, it creates a “mechanical lock”, which prevents it from slipping out.
Chemical Compatibility
Another key factor for long term insert molded part reliability is making sure that your components are prepared to stand up to the chemicals they will be exposed to throughout their life. This goes beyond the obvious resin-metal interaction during molding. You must consider long-term exposure to operating fluids, cleaning agents, and other environmental contaminants. Then make material selections and insert placement decisions accordingly.
To Be Continued…
Material selection, surface treatment, and chemical compatibility are just three of several key considerations for demanding insert molding components. Check out the second part of this blog where we cover insert placement strategy, thermal considerations, and quality assurance.
Have A Question About a Demanding Insert Molded Part or Assembly?
Posted by PDI on | Comments Off on Scaling from Prototype to High-Volume Injection Molded Part Production
Your prototype is a success. Excellent design, happy customers, and now it’s time to scale. The fun has just begun!
The process of ramping up from a few hundred or thousand parts to hundreds of thousands or millions is where most product teams learn the hardest lessons. Manufacturing at scale takes more than just a few tweaks – it’s a total transformation that brings a whole new set of challenges not seen during the prototype phase. These include tooling, process, quality, and delivery among other critical aspects. Today, we’ll look at the process of ramping up to production runs, the potential pitfalls, and how to avoid them.
The Tooling Reality
Prototype tooling is perfect for what it’s designed for: short runs and design flexibility. But things like aluminum molds, 3D fixtures, and soft tooling can’t handle the demands of production runs. Imagine if you are starting with 10,000 parts a year, and run 500 cycles per month. If you go to a million parts annually, you’re now at 5,000+ cycles per month. Your aluminum mold will be shot in three months, instead of three years.
You’ll need to upgrade to hardened steel tooling to get the job done. But design upgrades will certainly be required. For instance, cycle times will change due to different thermal properties. Your draft angles will likely need reconsideration. Often, ones that work in soft tooling, can cause ejection problems. Tighter tolerances will create additional challenges as well. We strongly recommend that you use mold flow analysis at this phase to help mitigate these types of issues once those production lines are running.
Process Validation Demands
The mindset now must shift from “it works” to “it always works”. With shorter runs, you are able to inspect everything. But when you scale to, say, a million parts, you’re producing 4,000 parts per day. Individual part inspection becomes a challenge. While it can be done through in-line machine vision systems, quality must be built into every phase of the process.
Ironically, scale itself becomes a threat to quality. Your job will require more people, going from a few trained technicians to dozens of operators across multiple shifts. Consider working with a supplier that has automation capabilities to help reduce the labor and associated costs, while shortening lead times.
Production runs now require 100x more material from multiple lots and/or material suppliers. The problem? Batch-to-batch differences will drive defects. Be sure to work with an injection molding shop that works with trusted and proven suppliers and has already tackled this challenge.
Demand Traceability!
Prototype calipers will no longer cut it. The days of receiving parts in boxes with simple packing slips are over. You’ll now require detailed quality documentation and lot traceability. This means you know the source of the material, when it was made, and many other variables that drive production and ultimately, quality. Without this, it becomes almost impossible to get to the root of a defect issue and resolve it.
When working with your supplier, make sure you clearly define the following:
Exactly what will be inspected, and how often
What specific documentation will be included. Typical docs include certifications of conformance, dimensional reports, material certifications, etc.
How are parts serialized or lot-tracked? This is a critical aspect to understand.
How are defects communicated and contained? Is there a documented process in place that gets to the source of the issue, and works with all involved, including the customer, to resolve it?
It Takes Longer Than You Think
One of the biggest sources of frustration when ramping up is the time it takes to successfully scale from prototype to production. While it can happen quicker, it’s not unusual for it to take up to 24 months to do. Steps such as tooling design, production and testing will likely take several months. Then you’ll need to budget time for tool sampling, iterations, and first article inspection. It takes time to design and produce the molds. Teams that attempt to shortcut this process often sacrifice proper process validation, deal with single-source vulnerabilities, and may end up with expensive design changes.
Be Prepared
There is a smarter way to do this. Engaging production molding expertise during the prototype phase will pay off in the long run. Your goal is to design for production tooling from day one. Getting the draft angles, gate locations, and wall thicknesses right early on means you won’t need to redo the work. Also, try to establish your critical dimensions and statistical requirements early on. And before fully ramping up, insist on production-rate validation trials. These considerations will make it much easier to ramp up at go time.
The difference between manufacturers that will scale well versus those that struggle to do so isn’t a matter of luck. It takes preparation. Designing your product and process for long runs from inception will pay dividends in the long run.
One final thought. When working with an experienced injection molder, think of us as your manufacturing partner, not just another vendor. We can tell you for sure that companies that work collaboratively with us from the beginning scale successfully. The formula here is simple (if not cliché): the customer’s success is in fact our success!
Posted by PDI on | Comments Off on Injection Molding Best Practices
Injection molding is one of the most versatile and cost-effective manufacturing processes for producing high-quality plastic parts. But in order to get great results, you’ll need to follow injection molding best practices. This means paying close attention to every step throughout the process. Following these guidelines can help you maximize component quality and efficiency, while reducing costs to remain competitive.
Start with a Great Part Design
As we discussed in our last blog, before you can even think about tooling, you’ll need to start with a great part design. This initially requires a clear understanding of the part’s functional requirements. Pay close attention to the environment where the component will function as well. This will help drive design and material selection decisions. (More on that in a bit.)
Successful part design must take close consideration of the injection molding process itself. It’s wise to engage manufacturing engineers early in the process, as they can help identify potential pitfalls before they become costly mistakes. Considerations such as how the part will be oriented within the mold, where the part line will fall will affect functionality and aesthetics.
And don’t forget about another favorite topic of ours: design for manufacturability. This aspect reached beyond functionality and aesthetics and includes factors including wall thickness and draft angles. These will impact cost, quality, delivery and other factors.
Try It Before You Buy it
Before you invest in tooling, it’s wise to take advantage of mold simulation technology. This allows you to validate your part and mold designs. Mold flow analysis software will allow you to test how the molten plastic will fill the cavity. Doing so will help identify potential issues such as weld lines, air traps, short shots, and warpage. This predictive approach can save you thousands in tooling modification costs while reducing time-to-market significantly. The investment in simulation typically pays for itself many times over by preventing expensive mistakes and costly waste, while getting the finished goods to market quicker.
Of course, always consider prototyping your parts before you make them. 3D printing, along with other additive techniques, are a great way to test out a part before committing to tooling.
The Importance of Mold Design
We can’t stress this enough: the foundation of successful injection molding lies in exceptional mold design. If you get your mold design and manufacturing right, it will pay dividends across the component’s lifecycle. In addition to these mold design considerations, be mindful of factors including gate placement, adequate venting, and cooling channel placement for consistent cycle times and dimensional stability.
A few final thoughts on molds: consider the steel grade carefully. While premium tool steel does cost more upfront, it will pay off over time by delivering excellent surface finishes, longer tool life, and reduced maintenance. Try to incorporate easy-access maintenance features into your mold where feasible. Quick-change capabilities and modular components will reduce downtime during routine maintenance or inevitable design modifications.
Use Automation and Other Advanced Molding Techniques
Injection molding these days relies on automation to help improve consistency, reduce labor costs, and enhance safety. Robotic part handling systems can operate continuously with precise repeatability, while automated quality inspection systems catch defects before they reach customers.
For high-volume applications, multi-cavity molds can dramatically reduce per-part costs despite higher initial tooling investments. Family molds, which can produce multiple different parts in a single shot, can help optimize production scheduling for lower-volume components. Don’t forget about hot runner systems, which eliminate material waste from runners and gates in addition to reducing cycle times.
Also consider implementing real-time process monitoring systems that will help track key parameters like injection pressure, melt temperature, and cycle time. These systems can detect process variations early, enabling you to make adjustments before quality issues, and related headaches arise.
Additional Injection Molding Best Practices Considerations
Process validation and documentation – establish processing windows through designed experiments rather than relying on trial-and-error approaches. Document validated parameters thoroughly and implement controls to maintain consistency across different operators and shifts.
Quality Control and Inspection – it’s critical to have a good quality program in place that covers the entire process, but particularly part manufacturing. Approaches such as first article inspection, in-process monitoring, and statistical sampling and measurement are just a few of your options. Consider CMM and in-line machine vision inspections for your most demanding parts.
Scrap and Regrinding Management – while it’s important to make quality parts that are made to last, today’s best practices call for tracking scrap rates, using recycled material, and reducing waste to leave a lower carbon footprint.
Color Consistency and Masterbatch management – this can be a tricky one, especially for parts with multiple runs over longer periods of time. Keep reference samples on hand for each run, and be sure to run tight processes to maintain color consistency.
Proper Mold Storage and Handling – this is critical for long-term success. Keeping your molds preserved means they need to be stored in a climate and humidity controlled environment, and is well packaged and protected.
Preventive Maintenance – you can also help reduce downtime and maintain quality by giving those molds some extra love and attention. Regular cleaning, inspection, and component replacement will go a long way! Set up routine maintenance schedules and keep detailed records of the mold’s history and performance.
Maintain Beneficial Partnerships – with trusted and experienced injection molding shops. They will provide technical expertise and guidance to buyers throughout the design and production process.
Simply put: by following these injection molding best practices that we shared with you today, you’ll achieve more predictable outcomes, and provide plastic components and assemblies that will meet and often exceed your expectations consistently.
Have a question about best practices for injection molding?
Reach out to us– we’re always happy to help customers optimize processes and profits!
Posted by PDI on | Comments Off on Design for Injection Molding
Essential Guidelines for Injection Molded Part Design & Manufacturing
Design for injection molding is much more than just part design, it is a comprehensive process that must consider all aspects of the plastic component and the manufacturing process. These considerations primarily include part geometry, material selection, processing, tooling, quality and, of course, the financial aspects. Ultimately, the goal is to produce parts that can be made reliably, efficiently, and cost-effectively at the needed production volumes.
Proper design for injection molding also requires a solid understanding of the technical aspects of how part design decisions interact with manufacturing variables. For example, how do the material properties affect flow and cooling? How does the geometry of the part influence mold complexity and cycle time? How do end-use environmental considerations drive material and design choices? And how does production volume and component complexity impact tooling and automation choices.
Key Technical Injection Molding Part Design Considerations
Effective injection molding part design starts with a good understanding of how molten plastic flows, cools, and then solidifies within a mold cavity. Key considerations and features include:
Wall thickness consistency is perhaps the most critical factor. The goal is to have uniform wall thickness, which helps ensure even cooling. This prevents part defects like warping, sink marks, and internal stresses. When you get this right, you will benefit from reduced scrap rates, more efficient material use, and a healthier bottom line.
Draft angles, which represent the slight taper on vertical surfaces that are in the direction of the mold opening, are equally important. The Ideal target is 1-3 degrees, which is needed to facilitate smooth and reliable part ejection from the mold. Without proper draft present, parts are much more likely to stick in the mold, or suffer surface damage during ejection. Sharp edges should also be avoided wherever possible, as stress concentrations around sharp corners can also lead to part failure and complicate the overall molding process.
Ribs, or thin reinforcing walls, will add structural strength without excess material consumption. They should generally be 40-80% of the nominal wall thickness to provide benefit, while avoiding sink marks on opposite surfaces.
Functional Considerations
Every injection molding part design must also take careful consideration of the functional requirements of the component or assembly. These include, but are certainly not limited to: the application, material selection, and environmental factors. These interdependent variables must be considered at the holistic level in order to achieve the best part performance and manufacturing efficiency. Let’s take a look at each of these:
Application and environmental considerations go hand in hand. The components must be designed to withstand whatever threats they may be up against such as extreme temperatures, force, and chemical or UV exposure. Parts exposed to UV rays will definitely require specialty UV-stabilized materials, while having thicker sections will also help them maintain mechanical properties over time. For industrial applications, chemical resistance is often a critical factor. While food-grade components require specific material selections as well as surface finishes, with the goal of minimizing contamination.
Keep in mind that material selection will also directly impact the feasibility of your injection molded part design. Let’s look at a few examples. Glass-filled nylon offers excellent strength but requires larger corner radii and may cause fiber orientation effects. TPE materials provide extra flexibility but also need different gate locations and runner designs when compared to rigid thermoplastics. Each material group brings unique flow characteristics, shrinkage rates, and processing requirements that must inform design decisions.
Design for Manufacturability (DFM)
Design for manufacturability, where parts are optimized against manufacturing complexity, cost and time, extends beyond basic moldability. Key considerations include:
Gate placement – which significantly affects both part quality and cycle time. Ideally, gates should be in thick sections to promote proper filling while minimizing visible marks on exposed part surfaces.
Undercuts – should be minimized or eliminated when possible, since they require costly side-actions or complex mold mechanisms. When undercuts can’t be avoided, designing them for simple cam-action mechanisms will help reduce tooling costs when compared to hydraulic cylinders or complex slides.
Parting line placement also affects both part appearance and mold complexity. Strategic parting line positioning can eliminate secondary operations while maintaining aesthetic requirements. Consider how flash removal, if necessary, will be accomplished during production planning.
Tolerance Considerations
As we previously discussed, tolerances are yet another key consideration. Under-specifying this could lead to part or system failure, while over-specifying increases production costs and may also require secondary operations. Keep in mind that injection molding typically achieves tolerances of ±0.003-0.005 inches (±0.08-0.13mm) on most dimensions. Tighter tolerances are possible with careful design and processing control for more demanding applications.
Key factors that affect tolerances include direction of draw and material shrinkage. Direction of draw dimensions, the ones parallel to the mold opening direction, generally hold tighter tolerances than cross-parting line dimensions. Features that are molded with the same cavity half will typically maintain better relative positioning than features spanning the parting line.
Material shrinkage varies both between different plastics and within the same part due to flow patterns and cooling rates. Semi-crystalline materials such as nylon exhibit higher shrinkage than amorphous materials like ABS, and require different tolerance strategies in your injection molding part design.
Integrating Automation for Efficiency and Cost Reduction
Today’s design for injection molding increasingly incorporates automation to help reduce labor costs and improve part consistency, quality and turn-time. Parts designed for robotic handling also benefit from specific grip features, balanced geometry for stable handling, and consistent orientation features.
Insert molding can also eliminate assembly operations by incorporating metal components during the molding process. However, insert placement, retention features, and thermal expansion compatibility require careful engineering to prevent molding defects.
Design for Injection Molding Success
Successful design for injection molding requires balancing multiple competing factors: functionality, aesthetics, manufacturability, and cost. Early collaboration between design teams and experienced molding professionals will help ensure that injection molding part design decisions support both product performance and manufacturing efficiency.
By implementing these principles from the initial concept phase, you’ll avoid costly design revisions, reduce time-to-market, and achieve optimal part quality in production. Our final thought: always keep in mind that small design modifications early on can result in significant improvements in manufacturability and help keep long-term production costs in check.
Posted by PDI on | Comments Off on PDI Designated a 2025 Top Shop by Plastics Technology/Gardner Intelligence
PDI is very proud to be designated as one of the top plastics processors in North America by Plastics Technology, powered by Gardner Intelligence. We were recognized for exceptional performance metrics as follows:
First-Pass Quality: We achieved 100% on products passing final inspection on the first attempt—testament to our passionate commitment to producing quality parts every time.
Customer Retention: We ranked very high on customer retention, demonstrating our dedication to customer satisfaction.
Scrap Rate: Our scrap rate—measuring scrapped or reworked parts as a percentage of total production—scored an impressive 0%. (In this case, zero is great!) This reflects our superior quality systems and processes, benefiting both our customers and the environment.
This recognition validates what we’ve always known—that our team’s dedication to excellence sets us apart in the industry. We’re proud of these achievements and remain committed to maintaining the highest standards of quality, service, and environmental responsibility for all our customers.
Posted by PDI on | Comments Off on Advanced Plastic Injection Molding Techniques
Beginning with its inception 150 years ago, plastic injection molding has grown to become an indispensable method for producing countless components from raw plastic. Although the basics remain largely the same since that time, the industry has seen the technology evolve, particularly in recent decades. These days, parts can be made much quicker and more precisely than ever before. In this blog, we’ll look at the advancements in plastic injection molding.
Understanding Conventional Injection Molding
Let’s start by looking at the foundation – traditional injection molding. This is a fairly simple process, with just four main steps, as follows:
Plastic pellets are fed into a barrel which is heated, allowing them to mix and melt
This produces a molten material which is then injected under high pressure into a closed mold
The plastic then cools down and solidifies, taking the shape of the mold
The part is then ejected, and the process repeats
This method has served manufacturers very well. In the early years, it was used to produce consumer goods such as buttons, combs, collar stays, and other common items. Over the years, its adoption spread into practically every industry. It’s no wonder why. Injection molding offers repeatability, cost savings for high volume runs, and allows for complex geometries and tight tolerances. But as market demands grow and evolve, so must the injection molding processes. Today’s buyers are looking for components that are lighter, stronger, more sustainable, and often more complex.
Modern Technology is Revolutionizing Injection Molding
It’s no secret: technology is the driver of modern injection molding innovation. It’s making parts more precise, making them more efficiently, and allowing them to do more, since material capabilities are improving as well. Computers can now monitor and adjust process parameters as needed, in real time. These include temperature, pressure, and flow rates. Real time adjustment helps ensure consistent part quality, while also reducing material waste.
Another key innovation, which is a favorite of the team here at PDI, is multi-cavity tooling. This technology allows for faster output, facilitating high volume runs, without sacrificing quality. Multi-cavity molds can be equipped with hot runner systems, which helps eliminate the waste of traditional cold runners, while making sure the mold uniformly delivers molten plastic where it’s needed. This also provides significant material savings, which is a good thing, especially for high value engineering plastics.
Injection molding can also be ultra precise thanks to micro-molding capabilities, which allows for production of parts with features measured in microns. This has made the process suitable for very demanding applications such as medical device manufacturing, where components including insulin pen needles or microfluidic devices require exceptional accuracy.
Pushing The Boundaries Even Further
Variations on the traditional injection molding process have helped further expand capabilities. Such processes include:
Insert molding – where plastic can be molded around a non-plastic part such as metal components, electronics, and other materials. For example, the electronics industry uses this method to have circuit boards, connectors and metal reinforcements easily integrated into housings. This eliminates additional process steps while reducing labor costs and improving product quality and reliability.
Multi-material injection molding – methods such as overmolding and co-injection allow manufacturers to combine different materials in a single cycle. This means components or products can be produced that have different properties across different sections. For instance, let’s imagine a tool handle with a rigid core and a soft-grip exterior can now all be produced in one seamless operation.
Gas-assisted injection molding – where pressurized gas is inserted into the mold cavity, creating hollow sections within solid parts. This enables the production of even more complex geometries than previously possible, while eliminating sink marks and reducing material usage
Automation – is another key driver of molding which aids in managing complex assemblies and multi-step processes. For instance, robotic systems can now handle precise insert placement, part removal, and secondary operations with incredible accuracy.
Multiple machines can be coordinated by advanced automation, which can also perform real time quality control with the help of vision systems. Automation can also handle things that could be challenging for people, particularly complex assembly sequences. This is very valuable for components such as automotive sensors or medical devices.
Advanced automation can coordinate multiple injection molding machines, perform real-time quality inspections using vision systems, and even execute complex assembly sequences that would be challenging for human operators. This integration is particularly valuable for high-volume production of intricate components like automotive sensors or medical devices.
Looking Forward
The injection molding industry continues evolving with developments in sustainable materials, Industry 4.0/artificial intelligence integration, and additive manufacturing hybrid processes. While these techniques don’t necessarily replace conventional injection molding, they certainly expand its capabilities. This offers manufacturers in virtually every industry new solutions to meet increasingly demanding performance, quality, profitability, and sustainability requirements.
Posted by PDI on | Comments Off on PDI Achieves Parker Hannifin’s Coveted “Gold Level Supplier” Status
PDI is proud to be recognized by Parker Hannifin Corporation’s EMOE Division as a Gold Level Supplier. For companies to achieve this status, they must meet stringent criteria that demonstrate excellence in quality, delivery, innovation, and partnership. The Supplier Assessment Scorecard specifically outlines 5 sections as follows:
Cost – achieving target cost objectives
Delivery – consistently delivering on time
Continuous Performance – maintaining an ongoing commitment to improving processes and performance
Quality Performance – demonstrating to maintain exceptional quality standards
PH Connect – meeting requirements for using the Parker supplier portal and maintaining necessary certifications
Parker Hannifin states that their organization is “committed to providing our customers with a premier customer experience. This means meeting customer requirements for product quality, service, and on time delivery. It also means anticipating our customers’ future needs and expectations for new products and services with innovative designs and systems. Parker aims to accomplish these objectives with strong leadership, a highly capable and empowered workforce, and partnering with best-in-class suppliers.”
Suzette Gaudet, President of PDI, says, “It’s an honor for all of us at PDI to be recognized by Parker Hannifin, a global leader in motion and control technologies.” Gaudet adds, “We look forward to continuing our long-standing relationship with them as a precision plastic injection molding supplier of choice for many years to come.”

 Quality – you can’t have a conversation about any type of “job shop” work without mentioning quality. It’s easy for companies to claim they are “all about quality”. But do they have the process and stringent certifications to prove it? With a commitment to quality also comes excellent documentation processes. This helps maintain consistency across future runs. It also supports traceability. If something goes wrong, it will be much easier to get to the source of the problem. For instance, if a part fails due to a material issue, it could be traced back to the supplier and the lot. Don’t just assume a quality program is in place. Ask for certifications. Make sure they can back up their quality commitment claims.
Quality – you can’t have a conversation about any type of “job shop” work without mentioning quality. It’s easy for companies to claim they are “all about quality”. But do they have the process and stringent certifications to prove it? With a commitment to quality also comes excellent documentation processes. This helps maintain consistency across future runs. It also supports traceability. If something goes wrong, it will be much easier to get to the source of the problem. For instance, if a part fails due to a material issue, it could be traced back to the supplier and the lot. Don’t just assume a quality program is in place. Ask for certifications. Make sure they can back up their quality commitment claims.


 Your prototype is a success. Excellent design, happy customers, and now it’s time to scale. The fun has just begun!
Your prototype is a success. Excellent design, happy customers, and now it’s time to scale. The fun has just begun! Prototype tooling is perfect for what it’s designed for: short runs and design flexibility. But things like aluminum molds, 3D fixtures, and soft tooling can’t handle the demands of production runs. Imagine if you are starting with 10,000 parts a year, and run 500 cycles per month. If you go to a million parts annually, you’re now at 5,000+ cycles per month. Your aluminum mold will be shot in three months, instead of three years.
Prototype tooling is perfect for what it’s designed for: short runs and design flexibility. But things like aluminum molds, 3D fixtures, and soft tooling can’t handle the demands of production runs. Imagine if you are starting with 10,000 parts a year, and run 500 cycles per month. If you go to a million parts annually, you’re now at 5,000+ cycles per month. Your aluminum mold will be shot in three months, instead of three years. One of the biggest sources of frustration when ramping up is the time it takes to successfully scale from prototype to production. While it can happen quicker, it’s not unusual for it to take up to 24 months to do. Steps such as tooling design, production and testing will likely take several months. Then you’ll need to budget time for tool sampling, iterations, and first article inspection. It takes time to design and produce the molds. Teams that attempt to shortcut this process often sacrifice proper process validation, deal with single-source vulnerabilities, and may end up with expensive design changes.
One of the biggest sources of frustration when ramping up is the time it takes to successfully scale from prototype to production. While it can happen quicker, it’s not unusual for it to take up to 24 months to do. Steps such as tooling design, production and testing will likely take several months. Then you’ll need to budget time for tool sampling, iterations, and first article inspection. It takes time to design and produce the molds. Teams that attempt to shortcut this process often sacrifice proper process validation, deal with single-source vulnerabilities, and may end up with expensive design changes.
 Process validation and documentation – establish processing windows through designed experiments rather than relying on trial-and-error approaches. Document validated parameters thoroughly and implement controls to maintain consistency across different operators and shifts.
Process validation and documentation – establish processing windows through designed experiments rather than relying on trial-and-error approaches. Document validated parameters thoroughly and implement controls to maintain consistency across different operators and shifts.
 Application and environmental considerations go hand in hand. The components must be designed to withstand whatever threats they may be up against such as extreme temperatures, force, and chemical or UV exposure. Parts exposed to UV rays will definitely require specialty UV-stabilized materials, while having thicker sections will also help them maintain mechanical properties over time. For industrial applications, chemical resistance is often a critical factor. While food-grade components require specific material selections as well as surface finishes, with the goal of minimizing contamination.
Application and environmental considerations go hand in hand. The components must be designed to withstand whatever threats they may be up against such as extreme temperatures, force, and chemical or UV exposure. Parts exposed to UV rays will definitely require specialty UV-stabilized materials, while having thicker sections will also help them maintain mechanical properties over time. For industrial applications, chemical resistance is often a critical factor. While food-grade components require specific material selections as well as surface finishes, with the goal of minimizing contamination.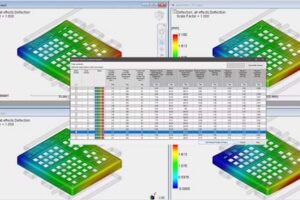 Design for manufacturability, where parts are optimized against manufacturing complexity, cost and time, extends beyond basic moldability. Key considerations include:
Design for manufacturability, where parts are optimized against manufacturing complexity, cost and time, extends beyond basic moldability. Key considerations include: Today’s design for injection molding increasingly incorporates automation to help reduce labor costs and improve part consistency, quality and turn-time. Parts designed for robotic handling also benefit from specific grip features, balanced geometry for stable handling, and consistent orientation features.
Today’s design for injection molding increasingly incorporates automation to help reduce labor costs and improve part consistency, quality and turn-time. Parts designed for robotic handling also benefit from specific grip features, balanced geometry for stable handling, and consistent orientation features.
 Beginning with its inception 150 years ago, plastic injection molding has grown to become an indispensable method for producing countless components from raw plastic. Although the basics remain largely the same since that time, the industry has seen the technology evolve, particularly in recent decades. These days, parts can be made much quicker and more precisely than ever before. In this blog, we’ll look at the advancements in plastic injection molding.
Beginning with its inception 150 years ago, plastic injection molding has grown to become an indispensable method for producing countless components from raw plastic. Although the basics remain largely the same since that time, the industry has seen the technology evolve, particularly in recent decades. These days, parts can be made much quicker and more precisely than ever before. In this blog, we’ll look at the advancements in plastic injection molding.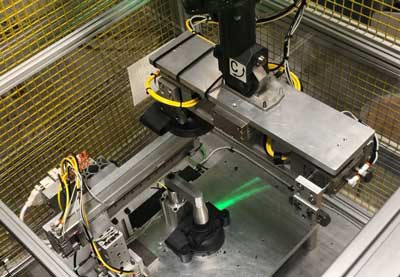 Automation – is another key driver of molding which aids in managing complex assemblies and multi-step processes. For instance, robotic systems can now handle precise insert placement, part removal, and secondary operations with incredible accuracy.
Automation – is another key driver of molding which aids in managing complex assemblies and multi-step processes. For instance, robotic systems can now handle precise insert placement, part removal, and secondary operations with incredible accuracy.