Should You Source Your Injection Molds from China or the USA?
Leave a Comment
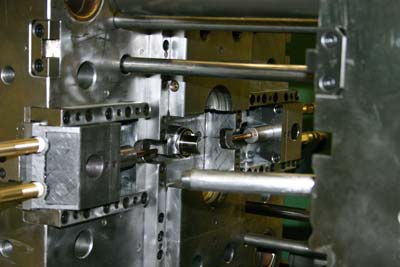
Injection molding dies, or injection molds, are the heart of molding process. It’s crucial for buyers to source them from reliable, trusted, quality-driven suppliers. They have a big decision to make: to build their molds in China, or closer to home in the USA. Often, this leads to questions about quality versus cost and delivery. This requires closer consideration, as each option has its own features, benefits, and disadvantages. Let’s explore insourced vs outsourced injection mold die production.
Advantages of Building Injection Molds in China

There are several benefits to working with China for your mold production needs. It should come as no surprise the biggest reason manufacturers choose China is cost savings. China’s lower labor costs and favorable material prices can significantly reduce mold development expenses. Another factor is China’s large manufacturing base – it’s no secret that China boasts a large fabrication industry, which includes injection molding. This gives access to a vast network of molding suppliers with rapid production capabilities. Further, many Chinese mold manufacturers can handle high-volume orders and tighter timelines.
Disadvantages of Building Injection Molds in China
The benefits of cost savings and other advantages we discussed do come at a price. One big challenge is the communication barrier, due to language and cultural differences. This barrier could lead to misunderstandings and project delays. Also, concerns still linger about quality and consistency, which could lead to rework and revisions. This all adds up to unwanted delays and cost increases. Also, as with outsourcing anything, there are intellectual property (IP) risks. IP protection in China can be less robust, increasing the risk of unauthorized duplication or use of your designs. Violations also harder to litigate should something go very wrong. Finally, shipping from overseas adds additional time, expense, and the increased risk of logistical disruptions.
Advantages of Building Injection Molds in the USA

There are many reasons to have your molds made in the USA. Quality is the big one. As a rule, US-based mold manufacturers often follow stringent quality control standards and processes, reducing the likelihood of defects, and associated delays. Another considerable advantage is that overall collaboration is easier, despite potential time-zone differences. Domestic production allows for much better communication and collaboration overall with the mold maker, simplifying iterations. As for intellectual property concerns, the USA provides stronger legal frameworks to protect your IP and designs. Another obvious advantage is that domestic suppliers tend to offer quicker lead times with relatively simple logistics when compared to overseas options.
Disadvantages of Building Injection Molds in the USA
Well, you already know the big one: higher total cost. There’s no need to elaborate on that one any further. Also, while there are many established and capable mold makers here in the States, some may have less capacity for larger-scale orders, which could affect lead times.
So, Which Is the Right Choice?
The decision depends on your company’s priorities, production needs, and project specifics. Ultimately, it all boils down to considering cost vs. quality, complexity, and IP sensitivity. Your goal is to find a good shop that will do the job on time, within (or close to) budget, while fully respecting your IP requirements.
Generally speaking, it is cheaper to produce molds overseas, and quality has come up over the years. Also, you can consider a hybrid approach: have the die made overseas, but use a local die maker for any required modifications or fixes. We encourage you to keep an open mind when evaluating and making the choice.
Regardless of where you decide to have your injection molding dies made, there are a few things we strongly recommend that you always do:
- Communicate your needs and expectations very clearly. it’s better to over-explain, than underexplain. Don’t leave room for the supplier to make assumptions.
- Obtain and actually check references. It’s important to vet your suppliers as well, overseas or domestic. Get references. Follow up on them. Talk to the mold-makers customers. Conduct online research on the brand and its reputation. A little effort here could go a long way at minimizing the risk of working with a new mold maker.
- Show up! For larger jobs or longer term engagements, consider a visit and walkthrough of the manufacturer’s facility. Pay attention, and ask questions while you are there.
Injection molds are crucial investments. Be sure to carefully weigh the pros and cons against your specific requirements to help ensure a successful outcome.
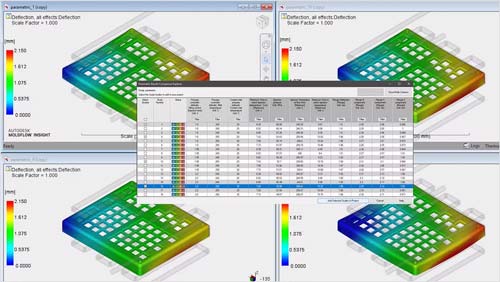
 There are three aspects of plastic part design that are often overlooked, but crucial for manufacturing success: surface finish, texture, and draft angles. Understanding and optimizing each is critical for fabricating consistent, high quality plastic components efficiently.
There are three aspects of plastic part design that are often overlooked, but crucial for manufacturing success: surface finish, texture, and draft angles. Understanding and optimizing each is critical for fabricating consistent, high quality plastic components efficiently. Texture – helps enhance the look, functionality, and performance of the finished component. Common options include leather-like, pebble/sandblasted, geometric patterns, and micro textures. Leather-like finishes enhance aesthetics, functionality, and performance. Pebble or sandblasted textures are durable and hide scratches. Geometric patterns provide functional grip, but may also be used for decorative purposes. Finally, micro-textures are ideal for parts where glare reduction or wear resistance is desired. Note that fine textures might require more intricate mold designs. One last thought on texture: textured molds can be more expensive to manufacture.
Texture – helps enhance the look, functionality, and performance of the finished component. Common options include leather-like, pebble/sandblasted, geometric patterns, and micro textures. Leather-like finishes enhance aesthetics, functionality, and performance. Pebble or sandblasted textures are durable and hide scratches. Geometric patterns provide functional grip, but may also be used for decorative purposes. Finally, micro-textures are ideal for parts where glare reduction or wear resistance is desired. Note that fine textures might require more intricate mold designs. One last thought on texture: textured molds can be more expensive to manufacture. Improved Quality – Proper mold maintenance will lead to higher quality products by preventing defects such as flash, sink marks, and warpage.
Improved Quality – Proper mold maintenance will lead to higher quality products by preventing defects such as flash, sink marks, and warpage. When it comes to creating prototype molds for injection molding, choosing the right material is crucial. Two common options for prototype mold construction are aluminum and soft steel (P20). Today, we’ll compare these two materials to help you make an informed decision. For the purposes of today’s discussion, we’ll be talking about “late stage” prototype molds. These are molds that are likely to be used for medium to high volume production runs, not just to knock out a few early-stage prototypes.
When it comes to creating prototype molds for injection molding, choosing the right material is crucial. Two common options for prototype mold construction are aluminum and soft steel (P20). Today, we’ll compare these two materials to help you make an informed decision. For the purposes of today’s discussion, we’ll be talking about “late stage” prototype molds. These are molds that are likely to be used for medium to high volume production runs, not just to knock out a few early-stage prototypes. Heat Conduction – aluminum dissipates heat quickly and efficiently, meaning reduced cooling time during the injection molding process. Steel holds heat longer, leading to extended cooling times, which could lengthen production time. Also consider the required melting point of the material being molded. For those that require higher values, steel is the way to go.
Heat Conduction – aluminum dissipates heat quickly and efficiently, meaning reduced cooling time during the injection molding process. Steel holds heat longer, leading to extended cooling times, which could lengthen production time. Also consider the required melting point of the material being molded. For those that require higher values, steel is the way to go.
 In the world of injection molding, longevity translates to cycles. In other words, how many impressions can be made in that mold before it needs to be replaced? Note that, regardless of configuration, longevity also depends on various factors including material and maintenance. Self-contained molds tend to outlive insert molds, as they are usually comprised of higher-quality materials.
In the world of injection molding, longevity translates to cycles. In other words, how many impressions can be made in that mold before it needs to be replaced? Note that, regardless of configuration, longevity also depends on various factors including material and maintenance. Self-contained molds tend to outlive insert molds, as they are usually comprised of higher-quality materials. Scientists estimate that there are 5 trillion tons of plastic in the world’s oceans.
Scientists estimate that there are 5 trillion tons of plastic in the world’s oceans. 
 There’s one question that comes up in practically every call we have with prospects and customers lately. You’ve probably guessed it already: “How can we reduce cost?”
There’s one question that comes up in practically every call we have with prospects and customers lately. You’ve probably guessed it already: “How can we reduce cost?” As demand continues to grow for plastic injection molded parts and components, so does their complexity. To help keep up with this demand and competition, automation has become an integral player in the injection molding process. Automation is particularly beneficial for customers requiring plastic molded assemblies. Traditionally, assemblies have been put together by hand, requiring deep pools of skilled labor. While this approach may be sensible for smaller orders, automation for larger assembly runs is a must. Let’s take a look at the benefits that automation provides:
As demand continues to grow for plastic injection molded parts and components, so does their complexity. To help keep up with this demand and competition, automation has become an integral player in the injection molding process. Automation is particularly beneficial for customers requiring plastic molded assemblies. Traditionally, assemblies have been put together by hand, requiring deep pools of skilled labor. While this approach may be sensible for smaller orders, automation for larger assembly runs is a must. Let’s take a look at the benefits that automation provides: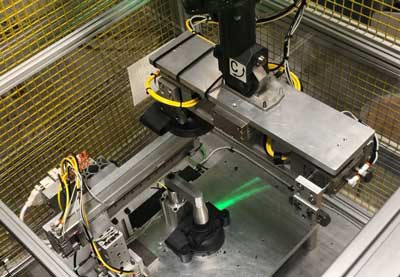 Strategically implemented automation brings efficiency to any manufacturing process that benefits from it. Why? It’s no secret, machines can often outperform humans for repeatable tasks. They can do them consistently and more efficiently. Machines can also run uninterrupted for extended periods of time, without breaks, even overnight. The result? Jobs are turned around much quicker.
Strategically implemented automation brings efficiency to any manufacturing process that benefits from it. Why? It’s no secret, machines can often outperform humans for repeatable tasks. They can do them consistently and more efficiently. Machines can also run uninterrupted for extended periods of time, without breaks, even overnight. The result? Jobs are turned around much quicker. To accomplish the highly technical process of injection molding plastic components, injection molding machines exert an extreme amount of pressure. The mold is subjected to two strong opposing forces, holding the mold open and forcing it closed. The pressure that pushes the mold together is called the clamping force, which is measured by tonnage. The strong opposing pressures are needed to keep the mold together during and after the molding material is inserted, while the opening pressure needs to be strong enough to hold the mold open while injecting the molding material. Each of these pressure types must be exerted to a specific factor, which needs to be carefully calculated before the injection process begins.
To accomplish the highly technical process of injection molding plastic components, injection molding machines exert an extreme amount of pressure. The mold is subjected to two strong opposing forces, holding the mold open and forcing it closed. The pressure that pushes the mold together is called the clamping force, which is measured by tonnage. The strong opposing pressures are needed to keep the mold together during and after the molding material is inserted, while the opening pressure needs to be strong enough to hold the mold open while injecting the molding material. Each of these pressure types must be exerted to a specific factor, which needs to be carefully calculated before the injection process begins.