The Importance of Surface Finish, Texture, and Draft Angles in Injection Molded Part Design
Leave a Comment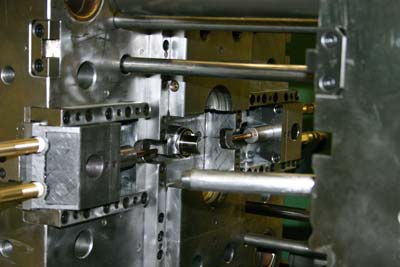 There are three aspects of plastic part design that are often overlooked, but crucial for manufacturing success: surface finish, texture, and draft angles. Understanding and optimizing each is critical for fabricating consistent, high quality plastic components efficiently.
There are three aspects of plastic part design that are often overlooked, but crucial for manufacturing success: surface finish, texture, and draft angles. Understanding and optimizing each is critical for fabricating consistent, high quality plastic components efficiently.
The first question that comes to mind: if these are so important, why are they often overlooked? We’re glad you asked! The reason is that these attributes are a function of the fabrication process, rather than the end product’s design and function. They fall under the umbrella of designing for manufacturability. So, it’s easy to see why these can be underappreciated by design engineers. But by doing so, they risk having issues and inefficiencies with part production. All of which leads to waste, extended turn-times, premature mold wear, and part quality issues.
Let’s take a look at surface finish, texture, and draft angles more closely, and how they relate to each other:
Surface Finish – refers to the finish of the part’s surface. Finishes fall into categories: smooth or textured. Smooth finishes may be either glossy or matte, and provide a clean elegant look. Textured finishes include grain finishes, stippled finishes, or others that provide grip, hide imperfections, or produce a certain aesthetic.
Surface finish is influenced by several factors including mold material, processing parameters, part material, and ejection mechanisms. Molds made from polished steel yield smoother finishes, while textured molds create specific surface patterns. Mold temperature, injection pressure, and cooling time can impact surface quality. As for the part material, different plastics have varying gloss levels, shrinkage rates, and flow properties, all of which affect the final finish. Finally, ejector pins and core pulls can leave marks if not designed optimally.
 Texture – helps enhance the look, functionality, and performance of the finished component. Common options include leather-like, pebble/sandblasted, geometric patterns, and micro textures. Leather-like finishes enhance aesthetics, functionality, and performance. Pebble or sandblasted textures are durable and hide scratches. Geometric patterns provide functional grip, but may also be used for decorative purposes. Finally, micro-textures are ideal for parts where glare reduction or wear resistance is desired. Note that fine textures might require more intricate mold designs. One last thought on texture: textured molds can be more expensive to manufacture.
Texture – helps enhance the look, functionality, and performance of the finished component. Common options include leather-like, pebble/sandblasted, geometric patterns, and micro textures. Leather-like finishes enhance aesthetics, functionality, and performance. Pebble or sandblasted textures are durable and hide scratches. Geometric patterns provide functional grip, but may also be used for decorative purposes. Finally, micro-textures are ideal for parts where glare reduction or wear resistance is desired. Note that fine textures might require more intricate mold designs. One last thought on texture: textured molds can be more expensive to manufacture.
Draft Angles – often referred to as just “draft”, these are tapers in the mold that help release the part without damaging it. Optimizing draft is important for many reasons. Failure to do so could lead to visible scratches or steps on the finished component, which ruins the desired finish. It’s important to understand that surface finish and texture directly affect the required draft angles. Deeper textures require larger draft angles to avoid surface tearing during part removal.
Designing for Success
Remember, just because your plastic part looks perfect on screen, doesn’t mean it’s ready for optimal production. The key is to balance functionality and aesthetics by selecting surface finishes and textures that complement the product’s function and desired look while considering their impact on draft angles. Collaborate closely with mold designers and part fabricators to ensure optimal draft angles for achieving the desired surface finish within budget and feasibility constraints. Don’t hesitate to prototype and test parts to verify draft angles and surface finish quality before committing to full-scale production. The added cost will be worth it in the long run.
By understanding the intricate relationship between surface finish, texture, and draft angles, you can design and efficiently manufacture high-quality plastic parts that meet functional, aesthetic, and quality requirements.
Have questions about designing your parts for optimal manufacturability?
Contact us, we’re happy to help!
 Improved Quality – Proper mold maintenance will lead to higher quality products by preventing defects such as flash, sink marks, and warpage.
Improved Quality – Proper mold maintenance will lead to higher quality products by preventing defects such as flash, sink marks, and warpage. When it comes to creating prototype molds for injection molding, choosing the right material is crucial. Two common options for prototype mold construction are aluminum and soft steel (P20). Today, we’ll compare these two materials to help you make an informed decision. For the purposes of today’s discussion, we’ll be talking about “late stage” prototype molds. These are molds that are likely to be used for medium to high volume production runs, not just to knock out a few early-stage prototypes.
When it comes to creating prototype molds for injection molding, choosing the right material is crucial. Two common options for prototype mold construction are aluminum and soft steel (P20). Today, we’ll compare these two materials to help you make an informed decision. For the purposes of today’s discussion, we’ll be talking about “late stage” prototype molds. These are molds that are likely to be used for medium to high volume production runs, not just to knock out a few early-stage prototypes. Heat Conduction – aluminum dissipates heat quickly and efficiently, meaning reduced cooling time during the injection molding process. Steel holds heat longer, leading to extended cooling times, which could lengthen production time. Also consider the required melting point of the material being molded. For those that require higher values, steel is the way to go.
Heat Conduction – aluminum dissipates heat quickly and efficiently, meaning reduced cooling time during the injection molding process. Steel holds heat longer, leading to extended cooling times, which could lengthen production time. Also consider the required melting point of the material being molded. For those that require higher values, steel is the way to go.
 In the world of injection molding, longevity translates to cycles. In other words, how many impressions can be made in that mold before it needs to be replaced? Note that, regardless of configuration, longevity also depends on various factors including material and maintenance. Self-contained molds tend to outlive insert molds, as they are usually comprised of higher-quality materials.
In the world of injection molding, longevity translates to cycles. In other words, how many impressions can be made in that mold before it needs to be replaced? Note that, regardless of configuration, longevity also depends on various factors including material and maintenance. Self-contained molds tend to outlive insert molds, as they are usually comprised of higher-quality materials. Scientists estimate that there are 5 trillion tons of plastic in the world’s oceans.
Scientists estimate that there are 5 trillion tons of plastic in the world’s oceans. 
 There’s one question that comes up in practically every call we have with prospects and customers lately. You’ve probably guessed it already: “How can we reduce cost?”
There’s one question that comes up in practically every call we have with prospects and customers lately. You’ve probably guessed it already: “How can we reduce cost?” As demand continues to grow for plastic injection molded parts and components, so does their complexity. To help keep up with this demand and competition, automation has become an integral player in the injection molding process. Automation is particularly beneficial for customers requiring plastic molded assemblies. Traditionally, assemblies have been put together by hand, requiring deep pools of skilled labor. While this approach may be sensible for smaller orders, automation for larger assembly runs is a must. Let’s take a look at the benefits that automation provides:
As demand continues to grow for plastic injection molded parts and components, so does their complexity. To help keep up with this demand and competition, automation has become an integral player in the injection molding process. Automation is particularly beneficial for customers requiring plastic molded assemblies. Traditionally, assemblies have been put together by hand, requiring deep pools of skilled labor. While this approach may be sensible for smaller orders, automation for larger assembly runs is a must. Let’s take a look at the benefits that automation provides: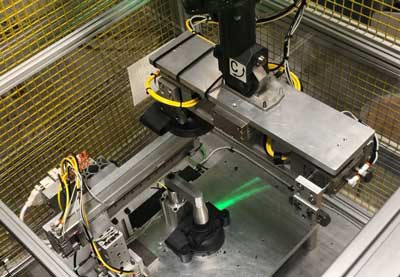 Strategically implemented automation brings efficiency to any manufacturing process that benefits from it. Why? It’s no secret, machines can often outperform humans for repeatable tasks. They can do them consistently and more efficiently. Machines can also run uninterrupted for extended periods of time, without breaks, even overnight. The result? Jobs are turned around much quicker.
Strategically implemented automation brings efficiency to any manufacturing process that benefits from it. Why? It’s no secret, machines can often outperform humans for repeatable tasks. They can do them consistently and more efficiently. Machines can also run uninterrupted for extended periods of time, without breaks, even overnight. The result? Jobs are turned around much quicker. To accomplish the highly technical process of injection molding plastic components, injection molding machines exert an extreme amount of pressure. The mold is subjected to two strong opposing forces, holding the mold open and forcing it closed. The pressure that pushes the mold together is called the clamping force, which is measured by tonnage. The strong opposing pressures are needed to keep the mold together during and after the molding material is inserted, while the opening pressure needs to be strong enough to hold the mold open while injecting the molding material. Each of these pressure types must be exerted to a specific factor, which needs to be carefully calculated before the injection process begins.
To accomplish the highly technical process of injection molding plastic components, injection molding machines exert an extreme amount of pressure. The mold is subjected to two strong opposing forces, holding the mold open and forcing it closed. The pressure that pushes the mold together is called the clamping force, which is measured by tonnage. The strong opposing pressures are needed to keep the mold together during and after the molding material is inserted, while the opening pressure needs to be strong enough to hold the mold open while injecting the molding material. Each of these pressure types must be exerted to a specific factor, which needs to be carefully calculated before the injection process begins.
 Plastic molding is a manufacturing process used to produce a wide range of parts and products from plastic materials. Two of the most common plastic molding methods are blow molding and
Plastic molding is a manufacturing process used to produce a wide range of parts and products from plastic materials. Two of the most common plastic molding methods are blow molding and 